
その14でFirmwareをVer.1.1.4にUpdateして
その15で3D Touch Sensorの再現性テストをしました。
その時に参考にしたサイトのOlimatouって方、
2時間かかって Standard Deviation:0.005669まで追い込んだようです。
3D Touch Sensorの写真では、マーティーのと同じに見えるのです。

で、この方のサイトの下の方を見ていくと
*****
#define DEFAULT_AXIS_STEPS_PER_UNIT { 81.5, 81.5, 2577.46, 94 }
*****
Z軸:2577.46 です。
これは、Z軸のリードスクリューがM8ネジのバージョンです。
微かに写っている左側のZ軸カプラー部を拡大すると、
M8ネジバージョンなのでです!

CNC2418のは、
で、到着した、ピッチ:2mmの1条だと
リード:2mm x 1条 = 2mm
現状より分解能が4倍になります。
Misumiの技術情報に、これがありました。
同じタイプのリードスクリューでピッチが同じで「条」が異なる場合は、
「η:ねじの効率」は、同じと仮定すると
その15で3D Touch Sensorの再現性テストをしました。
その時に参考にしたサイトのOlimatouって方、
2時間かかって Standard Deviation:0.005669まで追い込んだようです。
3D Touch Sensorの写真では、マーティーのと同じに見えるのです。

*****
#define DEFAULT_AXIS_STEPS_PER_UNIT { 81.5, 81.5, 2577.46, 94 }
*****
Z軸:2577.46 です。
これは、Z軸のリードスクリューがM8ネジのバージョンです。
微かに写っている左側のZ軸カプラー部を拡大すると、
M8ネジバージョンなのでです!
ちょうどいい所にポチっていた、これが到着しました。
ポチってから到着まで1ヶ月ちょっと、かなり遅い方ですね~
ピッチ 2mmの1条 、つまりリード 2mmです。
T8 Lead Screw OD 8mm Pitch 2mm Lead 2mm 350mm withNUT
US$6.26(-5%)を2本!
所でGeeetch I3 Pro BのZ軸のT8リードスクリューの溝をなぞると
隣の溝ではなく4つ飛んだ溝に行きます。
つまり、独立した溝が4本あり、「四条ネジ」と呼ばれるものです。
ここの絵やこのPDFが絵が分かり易いかな。
溝のピッチは、2mmですが、
1回転の移動距離=”リード”は、リード = ピッチ x 条数
リード:2mm x 4条 = 8mm になります。
ポチってから到着まで1ヶ月ちょっと、かなり遅い方ですね~
ピッチ 2mmの1条 、つまりリード 2mmです。
T8 Lead Screw OD 8mm Pitch 2mm Lead 2mm 350mm withNUT
US$6.26(-5%)を2本!

所でGeeetch I3 Pro BのZ軸のT8リードスクリューの溝をなぞると
隣の溝ではなく4つ飛んだ溝に行きます。
つまり、独立した溝が4本あり、「四条ネジ」と呼ばれるものです。
ここの絵やこのPDFが絵が分かり易いかな。
 |
| 出所:YAMAWA |
1回転の移動距離=”リード”は、リード = ピッチ x 条数
リード:2mm x 4条 = 8mm になります。
ステッピングモータは、1.8°/step品で、200step/1回転となります。
ドライバA4988は、1/16モードのマイクロステップ動作なので
200step ÷ 1/16 ÷ 8mm = 400step/mm
に設定しているわけです。
1step:0.0025mmになります。
ちなみに旧モデルのM8ネジの場合、1回転の移動距離=”リード”は、
リード:1.25mm x 1条 = 1.25mm
200step ÷ 1/16 ÷ 1.25mm = 2560step/mm
1step:0.00039mmになります。ドライバA4988は、1/16モードのマイクロステップ動作なので
200step ÷ 1/16 ÷ 8mm = 400step/mm
に設定しているわけです。
1step:0.0025mmになります。
ちなみに旧モデルのM8ネジの場合、1回転の移動距離=”リード”は、
リード:1.25mm x 1条 = 1.25mm
200step ÷ 1/16 ÷ 1.25mm = 2560step/mm
CNC2418のは、
リード:2mm x 2条 = 4mm
200step ÷ 1/16 ÷ 4mm = 800step/mm
1step:0.00125mmになります。200step ÷ 1/16 ÷ 4mm = 800step/mm
で、到着した、ピッチ:2mmの1条だと
リード:2mm x 1条 = 2mm
200step ÷ 1/16 ÷ 2mm = 1600step/mm
1step:0.000625mm現状より分解能が4倍になります。
Misumiの技術情報に、これがありました。
同じタイプのリードスクリューでピッチが同じで「条」が異なる場合は、
「η:ねじの効率」は、同じと仮定すると
「T:負荷トルク」は、「L:リード」に比例することになります。
2mm 4条 ⇒ 2mm 1条 では、
回転に要するトルクは、1/4になると考えられます。
回転に要するトルクは、1/4になると考えられます。
 |
| 出所:Misumi-VONA |
ステッピングモーターの回転トルクが電流に比例すると仮定したら
現在、100mΩ品でVREF:1.2V設定なので、0.3Vでいいことになり、
元々付属していた 200mΩ品でVREF:0.6Vで足りるようになると思われます。
結果が楽しみです。
さて、送られてきた包装を開けると
パイプ(黒いの)と一緒に巻いて、発泡シートで包んでありました。

リードスクリューを転がしたりしてみましたが、曲がりなしでOKです。
添えのパイプは、カーボンっぽく硬いので、これはこれで何かに使えそうです。

リードスクリューの交換に合わせ、これも交換します。
MT氏作の「Geeetech トップマウント、ベアリング対応版」です。

サイズを見ると、X軸 139mm!行けるかな~?

直径48mmのPlate.stlをXY:2.9倍、Z:0.3倍してやってみます。

直径139.2mm

前に、4コーナーのボルトを入念に調整したので
オートベッド機能が良くなっているかの確認も含めてプリントしてみます。
その前にX軸の傾きも確認しておきます。
左側、ステッピングモーター取付具とX軸スライドバー
ここの測定でいいかどうか、という気もしますが...111.85mm

右側:108.57mm
随分ずれていました(-_-;)

カプラーを手で回して、111.88mm いいでしょ~

そして、ここでやったようにMarlin3DprinterToolのConfigure Bed機能で
ベッドの4コーナーのボルトを入念に調整してからプリントします。
なかなか均一の厚みのようでいい感じです。
でもSensorピンが降りているんです。何でだろう~

Touch Sensorのピンが上がらなくなっていて、
前方でステージからSensorが飛び出した時だけ上がっていました。
何やら位置を検出して上がったりしているのです。
が、途中から全く上がらなくなり、ガラス板に当たって折れそうになったので、
即中止です(T_T)
前のFirmwareでも1~2層目は、上がらず、3層目から上がっていたり...
Firmware Ver.1.1.4にUpdateしたら、この症状は治ると思ったですが...
ひどくなったようで(T_T)
まあ、X軸の左側が数mmしか余裕がありませんが
139mmがギリギリプリントできることは、わかりました。
実は、この前、144 x 144mmをプリントしたのをもう忘れているのです(-_-;)

さて、本命のこれです。
再度、これをLOADして
ま~だ、Slic3rを使っています(-_-;)

スライスしました。 2h33m36sです。

プリント開始です。
また、Sensorピンが下がってきて折れるといけないので
G29が終わったら時点で、急いでセロテープでピンを固定します。
とても格好悪いのであります。

フィラメントは、PLA White(黒は持ってなく)
右側が薄いですね~
低い方だと線がギザギザになりますが、これは、真っ直ぐで薄いので
高さが実際より高い方に補正されているのでしょう。
前の139mm円盤は、カスレなくキレイにできています。
3D Touchの測定誤差か、中央だけ浮き上がっているか、でしょう。
左側は以前よりキレイになっている感じがします。

2層目は、右側もキレイです。

いい感じになってきました。

もうすぐ完成です。

できました~

あっ!
そういえば、随分前に入手していたベアリング、小さかったような...
内径は8mm品ですが、外形が小さいのにしていたのです。
まあ、小は大を兼ねるということで不幸中の幸いであります^^;
隙間を埋めるためのブッシュを作ることにします。
トップマウントのベアリング部の寸法を確認します。
ここでやったようにFusion360に***.STLファイルをインポートして、
なぜか、インポートすると10倍になるので、ほぼ22.19mmです。

マーティーのプリンタ(I3 Pro B)設定は、
Extruder送り長さのみ実測で較正していますが、
XYZは、デフォルト値のままで、まだ較正していません。

プリント物の同じ所の寸法を測ると
内径:22.19 ⇒ 21.8(X軸)、21.6(Y軸)に縮んでいます。
どいう計算をしたのか、忘れましたが...実はちと間違っていた(-_-;)
ベアリング径は、16mmなので
Fusion360モデル 外形:22、内径:17
プリントすると、たぶん、
外形:22 ⇒ 21.6mm、内径:17 ⇒ 16.6mm と見込んでいたようです。
で、Fusion360でモデルを描きます。

モデルが2つあるので
Fusion360のブラウザの一番上で右クリックしてメニューを出して
[STL形式を保存]します。

モデルが2つ選択状態になり、これがでるので[OK]

***.stlで保存します。

Repetier-Host V.1.6.0にLOADしてスライスします。
16m10sです。

できました!

Fusion360モデル 外形:22、内径:17をプリントしたわけですが
外形:22.0~22.2、内径:16.4~16.6(XYで異なっています)現在、100mΩ品でVREF:1.2V設定なので、0.3Vでいいことになり、
元々付属していた 200mΩ品でVREF:0.6Vで足りるようになると思われます。
結果が楽しみです。
さて、送られてきた包装を開けると
パイプ(黒いの)と一緒に巻いて、発泡シートで包んでありました。

添えのパイプは、カーボンっぽく硬いので、これはこれで何かに使えそうです。

MT氏作の「Geeetech トップマウント、ベアリング対応版」です。




オートベッド機能が良くなっているかの確認も含めてプリントしてみます。
その前にX軸の傾きも確認しておきます。
左側、ステッピングモーター取付具とX軸スライドバー
ここの測定でいいかどうか、という気もしますが...111.85mm

随分ずれていました(-_-;)


ベッドの4コーナーのボルトを入念に調整してからプリントします。
なかなか均一の厚みのようでいい感じです。
でもSensorピンが降りているんです。何でだろう~

前方でステージからSensorが飛び出した時だけ上がっていました。
何やら位置を検出して上がったりしているのです。
が、途中から全く上がらなくなり、ガラス板に当たって折れそうになったので、
即中止です(T_T)
前のFirmwareでも1~2層目は、上がらず、3層目から上がっていたり...
Firmware Ver.1.1.4にUpdateしたら、この症状は治ると思ったですが...
ひどくなったようで(T_T)
まあ、X軸の左側が数mmしか余裕がありませんが
139mmがギリギリプリントできることは、わかりました。
実は、この前、144 x 144mmをプリントしたのをもう忘れているのです(-_-;)

再度、これをLOADして
ま~だ、Slic3rを使っています(-_-;)


また、Sensorピンが下がってきて折れるといけないので
G29が終わったら時点で、急いでセロテープでピンを固定します。
とても格好悪いのであります。

右側が薄いですね~
低い方だと線がギザギザになりますが、これは、真っ直ぐで薄いので
高さが実際より高い方に補正されているのでしょう。
前の139mm円盤は、カスレなくキレイにできています。
3D Touchの測定誤差か、中央だけ浮き上がっているか、でしょう。
左側は以前よりキレイになっている感じがします。





そういえば、随分前に入手していたベアリング、小さかったような...
内径は8mm品ですが、外形が小さいのにしていたのです。
まあ、小は大を兼ねるということで不幸中の幸いであります^^;
隙間を埋めるためのブッシュを作ることにします。
トップマウントのベアリング部の寸法を確認します。
ここでやったようにFusion360に***.STLファイルをインポートして、
なぜか、インポートすると10倍になるので、ほぼ22.19mmです。

Extruder送り長さのみ実測で較正していますが、
XYZは、デフォルト値のままで、まだ較正していません。
内径:22.19 ⇒ 21.8(X軸)、21.6(Y軸)に縮んでいます。
どいう計算をしたのか、忘れましたが...実はちと間違っていた(-_-;)
ベアリング径は、16mmなので
Fusion360モデル 外形:22、内径:17
プリントすると、たぶん、
外形:22 ⇒ 21.6mm、内径:17 ⇒ 16.6mm と見込んでいたようです。
で、Fusion360でモデルを描きます。

Fusion360のブラウザの一番上で右クリックしてメニューを出して
[STL形式を保存]します。



16m10sです。


内径は、予想より縮み、外形は拡張気味です。
当然、ベアリングはブカブカ、トップマウント側にはきつくて入りません。

2回目のFusion360モデルは、外形:21.6、内径:16.4

測定を忘れましたが、クリアランス0.1mm程度だと思われます。
ギチギチなので一度入れると外せないほどです。

プリント中なのにピンが下がっていて、しかもLEDは点いているのです!
原因解明と対策は、Z軸のリードスクリューを交換する前が良いでしょう!
ということで、リードスクリュー交換作業を中断しました。

原因究明と対策が見つかり、前回のその17に記録しました。
さ~て、
取り敢えず、現状のまま、トップマウントだけ交換してみます。
ピッタし!なかなかいい感じです!

リニアブッシュ(楕円フランジタイプ)も長いのに変えるつもりです。







ただの貫通穴なのです。
下にナットを入れます。

同じ長さのボルトが余ってなかったので長さが異なっております。

左側

交換後のモジュール全体。

次は、リードスクリューです。
元のは、300mmですが、後々面白い改造ができるという情報で350mmにしています。

上2つが、リード8mm(ピッチ2mm 4条)
下2つが、リード2mm(ピッチ2mm 1条)

カメラ寄って~
上が、リード8mm(ピッチ2mm 4条)
下が、リード2mm(ピッリ2mm 1条)
これだけリード角が緩やかになるので軽くなるでしょう。

リードスクリューだけを装着しました。

プリントしたベアリング付きトップマウントを装着します。
ただ、入れ換えるだけですが、
右側だけが重いなど、両方軽くなるまで色々苦労しましたが、
調整後、とても軽くなりました!

上方から

上からリニアロッドを挿し込みます。
なかなかいいです。
MT氏が設計されたものです。ありがとうございます。
右側。

左側。

全体。
写真を撮り忘れましたが
ただ、下のステッピングモーター横の穴と微妙にズレてにピタッと合いません?
リードスクリューだけの時はとても軽かったのに
リニアロッドを入れると、手でも回らないほど、重いのです。
再度、分解して色々苦戦するもリニアロッドを入れると、重くなるのです。
特に右側です。
交換した長いリニアブッシュは、見た目は全くわかりませんが
フランジとの垂直が出ていない気がしてきました。
後で思うに左右を入れ替えてみれば、判定できたかもです。
X軸の金具の精度も関係しているのだろうか?

結局、リニアブッシュを元の短いのに戻しました。
これは、リニアロッドを抜いて、X軸モジュールを上の方に上げるだけで
分解せずに交換できました。

リニアロッドを挿入します。
すんなり入り、ステッピングモーター横の穴にもピッタリ合います。
微妙にズレてはいますが、指で軽~く押せば合う程度です。
カプラーを手で回すと、とても軽く回るのです。
やはり、リニアブッシュの精度が悪かったようです。
測定しようがないのです。
まあ、これで相当に軽くなった感じなので先に進みます。

ちょっとRepetier-HostでZ軸を上げてみます。
動きました~
ピッチ:2mmの1条だと、リード:2mm x 1条 = 2mmなので

RESETしてスムーズに動くので、ステッピングモータドライバA4988を
付属していたものに戻そうと思います。
組み立てでZ軸が重いので苦労して軽くしたつもりだったのですが
それでも、初動の時にA4988のVRをMAXにしても
片方のステッピングモータがやっと回る状態でした。
で、CNCの予備ボードから電流検出抵抗 Rs:100mΩのに付け換え
(付属のA4988は、Rs:200mΩ)
1.2Vにして定格x2個分の75%に調整して、



動きますね~ 音も静かな感じです。
さて、ようやく交換と調整が終わったので
きっと精度も良くなっているだろうとワクワクして
Marlin3DprinterToolで3D Touch SensorのM48再現性テストをやると...
あまり変わらないですね~(´-﹏-`;)
*****
M48 Z-Probe Repeatability Test
Bed X: 100.000 Y: 96.000 Z: 0.040
Mean: -0.005084 Min: -0.107 Max: 0.053 Range: 0.159
Standard Deviation: 0.035229
*****
再度、何も変えずに50回テストも、ん~ん?...
*****
Bed X: 100.000 Y: 96.000 Z: 0.045
Mean: 0.034578 Min: -0.036 Max: 0.103 Range: 0.138
Standard Deviation: 0.027885
*****
ただ、あれだけ熱くなっていたZ軸のステッピングモーターが熱くなりません
体温より低いのです。
それだけでも交換した甲斐があります。
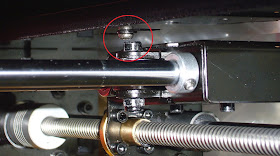
所でテスト中に気づいたのですが
右側面パネルを固定しているボルトが
X軸のベルトプーリーの固定ボルトともろに接触するのです

拡大!

この2つのボルトが確実に接触します。
実は、ずっと後でX軸の右だけが手前に傾いていたのに気づきます。
ベッド調整など入念にした後なので、当分は放置です(-_-;)

拡大!
Z:45~55mmの約10mmの間、接触しますが、止まりましません
その代わり、XZモジュールが、傾きます。
接触している状態だけ、Y軸とZ軸が0.5~1mm程ズレるのです。

六角ボルトより頭が薄い+ネジに変えます。

隙間0.5mm位空き、接触しなくなりました。
これ気づかなかったら、背の高いものをプリントした時に
45~55mmの所だけ造形物が微妙にずれるので原因究明に苦労したかもしれません。
一応、MArlin3DprinterToolで
ベッドレベル調整しました。

Scan Buildsurface機能で
8x8の64ポイントを測定して歪を可視化します。

赤が高いと思ったら、低い方でした^^;
CNCのGCode Sender:CandleのHeightMapと逆なのです。
ん、この前のと似ているような。

この前のは、これですが、
やっぱし、特に右端中の傾向は、この前のこれと似ています。
なぜ下がっているんだろう?
また、気になるな~

最後にトップマウントを印刷した時に
XとYで縮み方が異なっていたので較正しておきます。
現在のstep/mm設定は、これです。
XYZは、デフォルト値のまま
Eだけは、この時にデフォルトの93 ⇒ 97.9 step/mmに変えています。

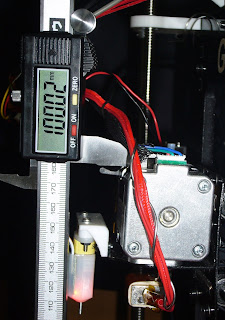
デジタルノギスをこの様にセッティングして
Z:10mmの位置から[G1 Z110]コマンドで100mmUPします。
ノギスに変な負荷がかからないように、同時に手で上げていきます。

ノギス:99.82mm です。

再度、[G1 Z10]で100mm下げると

ノギス:0.01mm
1回しかやってませんが、バックラッシュは、気にしなくて良さそうです。

100 ÷ 99.82 x 1600 = 1602.89
なので
1602.89 step/mmに設定します。
RESETして

Repetier-Hostから100mmUPすると
ノギス:100.02mm
いい数字が出ました!
ので1回で終了です^^;
同様にして
X軸:80.00 step/mmで100mm移動 ・・・ ノギス:99.82mm(-0.18)
100 ÷ 99.82 x 80 = 80.14 step/mmに設定
再度100mm移動でノギス:100.20mm(+0.20)
Y軸:80.00 step/mmで100mm移動 ・・・ ノギス:99.45mm(-0.55)
100 ÷ 99.45 x 80 = 80.44 step/mmに設定
再度100mm移動でノギス:100.18mm(+0.18)
ん~ん、X軸の誤差は、微妙に悪くなっていますが
まあ、一応、XYの誤差が+方向に揃ったし、少し縮むので良しとします。
マーティーマシンの設定は、これになりました。

XYは、ノギスの固定が上手く行かず、正確に測定するのが難しいのです。
まあ、トップマウントをプリントした時の
ベアリング部の内径のXY差と似た傾向なので、
較正前よりも良くなっていると思います。
ちなみにX軸の測定は、少々信頼性低いですが
X軸は、黒い部分を固定して、X200 ⇒ X100に移動して測定。
両手を使ったので作業なので実際の写真なしです。

Y軸もどこに固定するか悩んだ末、この様にノギスを固定して
Y0 ⇒ Y100に移動して測定。

Z軸のリードスクリューを交換して
少なくともZ軸のステッピングモーターとドライバの発熱は
気にしなくてよくなりました。
3D Touch SensorのM48テストは、良くはなっていないようですが
悪い方へのバラツキが減ったような気がします。


元のは、300mmですが、後々面白い改造ができるという情報で350mmにしています。

下2つが、リード2mm(ピッチ2mm 1条)

上が、リード8mm(ピッチ2mm 4条)
下が、リード2mm(ピッリ2mm 1条)
これだけリード角が緩やかになるので軽くなるでしょう。


ただ、入れ換えるだけですが、
右側だけが重いなど、両方軽くなるまで色々苦労しましたが、
調整後、とても軽くなりました!


なかなかいいです。
MT氏が設計されたものです。ありがとうございます。
右側。


写真を撮り忘れましたが
ただ、下のステッピングモーター横の穴と微妙にズレてにピタッと合いません?
リードスクリューだけの時はとても軽かったのに
リニアロッドを入れると、手でも回らないほど、重いのです。
再度、分解して色々苦戦するもリニアロッドを入れると、重くなるのです。
特に右側です。
交換した長いリニアブッシュは、見た目は全くわかりませんが
フランジとの垂直が出ていない気がしてきました。
後で思うに左右を入れ替えてみれば、判定できたかもです。
X軸の金具の精度も関係しているのだろうか?

これは、リニアロッドを抜いて、X軸モジュールを上の方に上げるだけで
分解せずに交換できました。

すんなり入り、ステッピングモーター横の穴にもピッタリ合います。
微妙にズレてはいますが、指で軽~く押せば合う程度です。
カプラーを手で回すと、とても軽く回るのです。
やはり、リニアブッシュの精度が悪かったようです。
測定しようがないのです。
まあ、これで相当に軽くなった感じなので先に進みます。

動きました~
ピッチ:2mmの1条だと、リード:2mm x 1条 = 2mmなので
200step ÷ 1/16 ÷ 2mm = 1600step/mm
Repetier-HostからEEPROM設定をZ:400 ⇒ 1600に変えて保存します。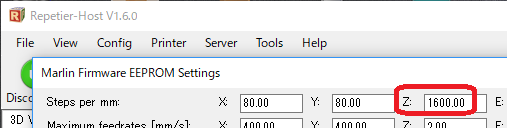
付属していたものに戻そうと思います。
組み立てでZ軸が重いので苦労して軽くしたつもりだったのですが
それでも、初動の時にA4988のVRをMAXにしても
片方のステッピングモータがやっと回る状態でした。
で、CNCの予備ボードから電流検出抵抗 Rs:100mΩのに付け換え
(付属のA4988は、Rs:200mΩ)
1.2Vにして定格x2個分の75%に調整して、
Imax = VREF ÷( 8 x Rs)= 1.2 ÷(8 x 0.1)= 1.5A(0.75A x 2個分)
この設定で今まで稼働してきたのです。

VREF:1.224Vに設定(Rs:100mΩ)

でも、その分、発熱が大きいので、この時に大きめのフィンを付け
更に直射ファンで仰ぐ対策を施していました。
Z軸のステッピングモータもかなり発熱していました。
付属品の右のに戻します。
色が微妙に違うだけで見た目は一緒なのです。
左は、Rs:100mΩ、右は、Rs:200mΩです。

Repetier-HostのManual ControlでZ軸を上げてみます。
きっと精度も良くなっているだろうとワクワクして
Marlin3DprinterToolで3D Touch SensorのM48再現性テストをやると...
あまり変わらないですね~(´-﹏-`;)
*****
M48 Z-Probe Repeatability Test
Bed X: 100.000 Y: 96.000 Z: 0.040
Mean: -0.005084 Min: -0.107 Max: 0.053 Range: 0.159
Standard Deviation: 0.035229
*****
再度、何も変えずに50回テストも、ん~ん?...
*****
Bed X: 100.000 Y: 96.000 Z: 0.045
Mean: 0.034578 Min: -0.036 Max: 0.103 Range: 0.138
Standard Deviation: 0.027885
*****
ただ、あれだけ熱くなっていたZ軸のステッピングモーターが熱くなりません
体温より低いのです。
それだけでも交換した甲斐があります。
所でテスト中に気づいたのですが
右側面パネルを固定しているボルトが
X軸のベルトプーリーの固定ボルトともろに接触するのです


実は、ずっと後でX軸の右だけが手前に傾いていたのに気づきます。
ベッド調整など入念にした後なので、当分は放置です(-_-;)

Z:45~55mmの約10mmの間、接触しますが、止まりましません
その代わり、XZモジュールが、傾きます。
接触している状態だけ、Y軸とZ軸が0.5~1mm程ズレるのです。


これ気づかなかったら、背の高いものをプリントした時に
45~55mmの所だけ造形物が微妙にずれるので原因究明に苦労したかもしれません。

ベッドレベル調整しました。

8x8の64ポイントを測定して歪を可視化します。

CNCのGCode Sender:CandleのHeightMapと逆なのです。
ん、この前のと似ているような。

やっぱし、特に右端中の傾向は、この前のこれと似ています。
なぜ下がっているんだろう?
また、気になるな~

XとYで縮み方が異なっていたので較正しておきます。
現在のstep/mm設定は、これです。
XYZは、デフォルト値のまま
Eだけは、この時にデフォルトの93 ⇒ 97.9 step/mmに変えています。
Z:10mmの位置から[G1 Z110]コマンドで100mmUPします。
ノギスに変な負荷がかからないように、同時に手で上げていきます。



1回しかやってませんが、バックラッシュは、気にしなくて良さそうです。

なので
1602.89 step/mmに設定します。
RESETして

ノギス:100.02mm
いい数字が出ました!
ので1回で終了です^^;

X軸:80.00 step/mmで100mm移動 ・・・ ノギス:99.82mm(-0.18)
100 ÷ 99.82 x 80 = 80.14 step/mmに設定
再度100mm移動でノギス:100.20mm(+0.20)
Y軸:80.00 step/mmで100mm移動 ・・・ ノギス:99.45mm(-0.55)
100 ÷ 99.45 x 80 = 80.44 step/mmに設定
再度100mm移動でノギス:100.18mm(+0.18)
ん~ん、X軸の誤差は、微妙に悪くなっていますが
まあ、一応、XYの誤差が+方向に揃ったし、少し縮むので良しとします。
マーティーマシンの設定は、これになりました。
まあ、トップマウントをプリントした時の
ベアリング部の内径のXY差と似た傾向なので、
較正前よりも良くなっていると思います。
ちなみにX軸の測定は、少々信頼性低いですが
X軸は、黒い部分を固定して、X200 ⇒ X100に移動して測定。
両手を使ったので作業なので実際の写真なしです。

Y0 ⇒ Y100に移動して測定。

少なくともZ軸のステッピングモーターとドライバの発熱は
気にしなくてよくなりました。
3D Touch SensorのM48テストは、良くはなっていないようですが
悪い方へのバラツキが減ったような気がします。
0 件のコメント:
コメントを投稿