
いよいよ、ソフトをインストールして動作確認に行きます。
お影様で、
「3Dプリンタ その01(組立1)」の閲覧数の伸びが速く、月間3位!
扇風機の修理は、以前として上位です。
これが下がってくると秋を感じることができるのでしょう^^;

動作確認のマニュアルもAmazonサイトのリンクからダウンロードします。
下側のリンクがソフトインストールと操作関連のUsers Manualです。
Geeetechの担当者から入手した最新版と同じでした。
*****
お使いのプリンタのビルド手順とユーザーマニュアルをダウンロードできるリンクは次のとおりです
~https://drive.google.com/file/d/1k5qjNMJkzMz2Jl0Q1WKanp_O8c4MzR2_/view
https://drive.google.com/file/d/1JJLMuyJyLi_FQUY6O6pmy92pUg5hcKcc/view
*****
お使いのプリンタのビルド手順とユーザーマニュアルをダウンロードできるリンクは次のとおりです
~https://drive.google.com/file/d/1k5qjNMJkzMz2Jl0Q1WKanp_O8c4MzR2_/view
https://drive.google.com/file/d/1JJLMuyJyLi_FQUY6O6pmy92pUg5hcKcc/view
*****
マニュアルのこれを最初にやります。
<5.Hotbed Lebeling>
5.2 Course Tuning of distance between the Nozzle and the Hotbed
ヒートベッドとノズルの距離の調整です。
ここは、高さや特に最初のレイヤーの品質に大きく影響するので慎重にやります。
というのは、プリントしてから分かったのでありますが...
その前に、
ここは、高さや特に最初のレイヤーの品質に大きく影響するので慎重にやります。
というのは、プリントしてから分かったのでありますが...
その前に、
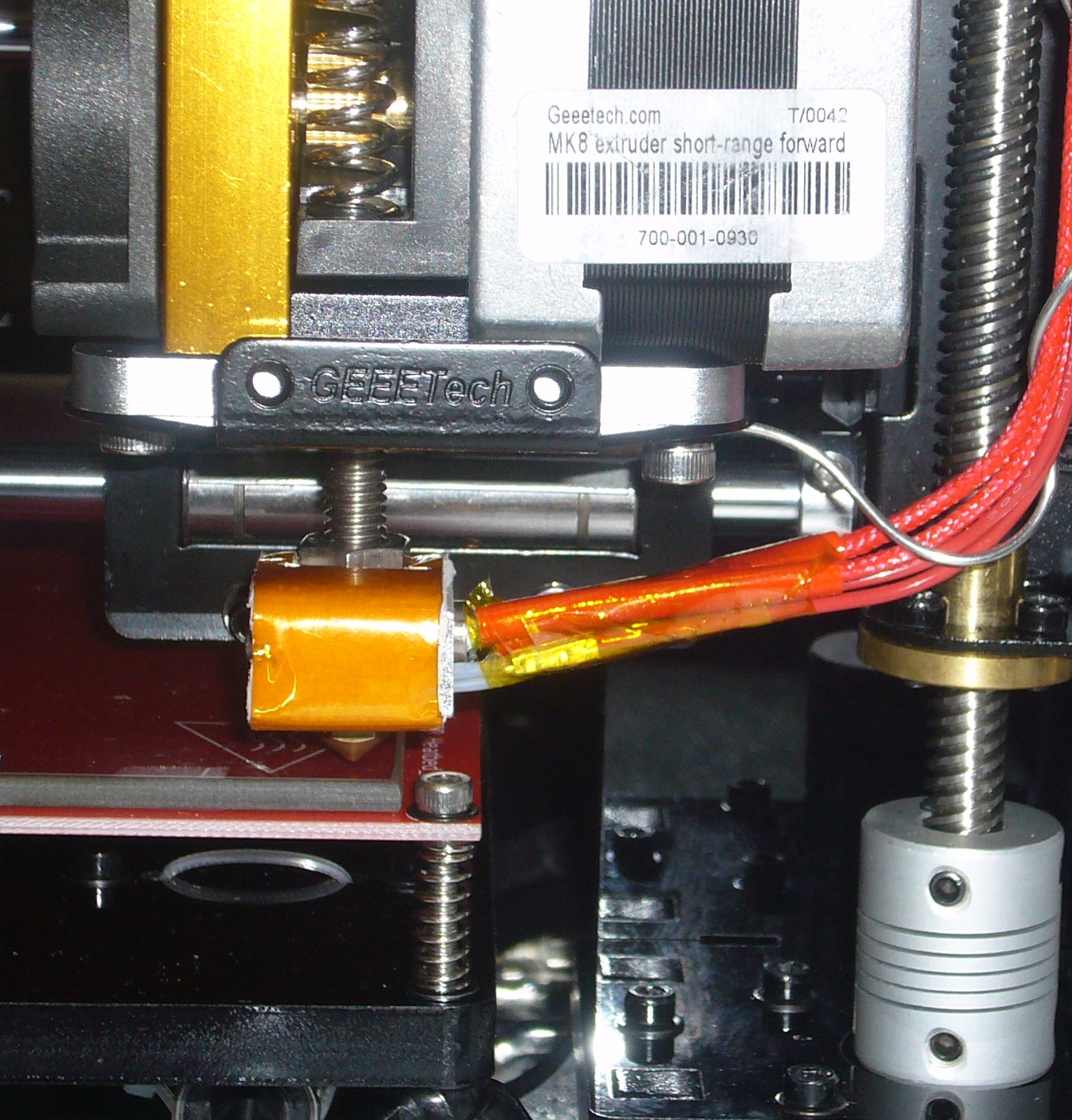
このボルトでは、長さが足りず、エクストルーダーをギリギリまで下げても
リミットSWからかなり遠いのです。

マニュアルの最初の画像を見ると
長いボルトが付いているじゃないですかあ~
マニュアルの英文読むと、届かなかったら50mmのボルトを使うように
と、書いてありますが、50mmボルトは同梱されていないので、探すと
マニュアルの英文読むと、届かなかったら50mmのボルトを使うように
と、書いてありますが、50mmボルトは同梱されていないので、探すと

No.31 40mmがありました。
No.29 30mmより10mm長くなります。
No.29 30mmより10mm長くなります。

これで大丈夫でしょう(左が30mm品)

ステージの角下の4つの羽つきナットをある程度ネジ込んでおいて(緑枠部)

エクストルーダーをステージギリギリまで下げます。
手でカプラを回して下ろしますが、できるだけX軸の左右が傾かないようにします。
傾くと固くなって回らなくなってしまいます。
エクストルーダーのノズルが
ガラス板の左前端(上から見ると左下)ギリギリ位置にXYを移動させます。

Z軸を少~しずつ下げていって(カプラーを手で回して)
ノズルとガラス板の隙間にカッターの刃が丁度入るようにします。
刃の断面がクサビ状なので、刃の方から入れた方がいいです。
マニュアルでは、紙を挟んで行うよう書いてありますが、
感触が分かり難かったのでカッターの刃にしました。
後でプリントして初めてわかるのですが、カッターの刃では厚すぎました。
頑張って0.1mm厚位の紙で調整しないといけなかったのです。
ということで以下4ヶ所、紙でやり直しました(-_-;)
後でプリントして初めてわかるのですが、カッターの刃では厚すぎました。
頑張って0.1mm厚位の紙で調整しないといけなかったのです。
ということで以下4ヶ所、紙でやり直しました(-_-;)

この状態でZ軸リミットSWの上のボルトをネジ込んで丁度カチッという所にします。

写真のように、右側T8ナットの高さにノギスを合わせて

左側のカプラーを回して、できるだけ正確に同じ高さにします。
デジタルノギスを持っているのですが
近くにあったので、つい、このノギスでやっております。
デジタルノギスを持っているのですが
近くにあったので、つい、このノギスでやっております。

エクストルーダーのノズルがガラス板に接触しないことを確認しながら
手で右端に移動させます。
ノズルが接触する場合は、右下の羽つきナットを締めてステージを下げます。

ここもカッターの刃(⇒紙)が丁度入るように
羽つきナットでステージ高さを調整します。

同様にエクストルーダーのノズルを右後方のガラス板ギリギリに移動させて
カッターの刃(⇒紙)が丁度入るように羽つきナットでステージ高さを調整します。

カッターの刃(⇒紙)は、丁度入るように羽つきナットでステージ高さを調整します。

リミットSWのネジの調整は、最後がいいですね。
再度、ガラス板の左前ギリギリにX軸とY軸を移動させ
Z軸リミットSWの上のボルトをネジ込んで丁度カチッという所にします。
必ず、ボルトを一旦SWから離れるまで上げてから徐々に下にネジ込みます。
マニュアルの最初に戻ります。
<1.Software Resources>
1.1 Repetier-Host
マニュアルのリンクからRepetier-Hostをダウンロードします。
マニュアルと同じバージョン「Repetier-Host Windows 1.6.0」があり、
Windows、MAC、Linux用が揃っています。
マーティーPCは、Windows10 Home 64bitなのでWindows用をダウンロード

実は、後からVer.2.1.3があることを知り、インストールしましたが
この1.6.0の方が、各アイコンがカッコ良かったので
結局、1.6.0をインストールしています。
ダウンロードした「setupRepetierHost_1_6_0.exe」を実行
マーティーPCは、Windows10 Home 64bit Ver.1803です。

フォルダを見ると64bit用ソフトです。

デフォルトのまま[次へ]

Repetier-Hostのインストールが終わると
直ぐに「Repetier-Server」のセットアップウィザードがでてきます。
調べると「ブラウザでネットワーク越しに複数の3Dプリンターを制御するソフト」
らしいです。
後で使うかも知れないので取り敢えずインストールすることにします。
[キャンセル]でも単一PCからプリントする分には支障はありません。
[キャンセル]でも単一PCからプリントする分には支障はありません。

こちらは、32bit版です。

終わると、Web画面がでてきます。
「Please accept our privacy to use this software」
の下にチェックを入れると次の画面が出ます。
欧州の個人情報保護法の関連なのかな?


ローカルのサイトでした。
アドレスが「http://localhost:3344/#!/dashboard」になっています。
今は、使わないのでサイトを閉じます。

これが残っているので[OK]すると

Repetier-Hostが起動します。

最初に「Repetier-Host Update Check」が走り
Version Available 2.1.3とでてきました。
[Download]ボタンを押してみますが、何事も起こりません。
[X]でこのボックスを閉じます。

Repetier-Hostの起動画面です。

1.2 Driver
USBケーブルでPCとGeeetech I3 Pro Bを繋ぎます。
マーティーPCには、既にCNC2418でCH340Cのドライバを入れているので
何事もなく
デバイスマネージャーにCOMがでて、CNC2418と同じ[COM4]でした。
マニュアルには、ドライバが自動でインストールできない場合の手順があります。

USBを挿すとLCDに表示が出てメニュー画面になっています。

<2.Connect the Printer>
右上の[Printer Settings]アイコンをクリック

Portをデバイスマネージャーのポート番号に合わせて
Baudrate、Receive Cache Sizeをこれにします。
通常は、Portの所だけで済みます。
「Auto」の方がいいのかも。
「Auto」の方がいいのかも。

デバイスマネージャーでは、COM Port max 128000までですが、
デフォルトの[115200]で、その後、問題なく動作しています。
デフォルトの[115200]で、その後、問題なく動作しています。

で、左上の[Connect]アイコンを押すと

[Disconnect]アイコンに変わり
右上に[Emergency Stop]アイコンがアクティブになります。
一先ず、これでプリンターとの接続は、OKです。

<3.Printer Setting>
3.1 Printer SpeedRepetier-Hostの設定です。
再度、右上の[Printer Settings]アイコンをクリック
[Printer]タブで
[Travel Feed Rate]:1000(初期値は、4800だった)
[Z-Axis Feed Rate]:1000(初期値は、100だった)
にして[Apply]ボタンをクリック。

3.2 Number of Extruder and Nozzle Diameter
[Extruder]タブにして
一応、マニュアルに合わせて
[Number of Extruder]:1
[Diameter]:0.4 0.3(2020.4.13修正)
[Max. Extruder Temperature]:250(初期値、280)
[Max. Bed Temperature]:110(初期値、120)
にして[Apply]します。
 3.3 Printer Shape
3.3 Printer Shape

可動領域 奥行200 x 横幅200 x 高さ180の設定
[Printer Shape]タブで
[Print Area Width]:200(初期値のまま)
[Print Area Depth]:200(初期値のまま)
[Print Area Height ]:180(初期値:100)
[Apply]⇒[OK]します。

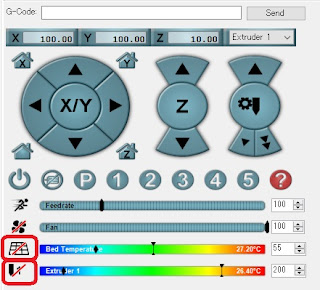
左上の[Manual Control]タブ にすると
コントロールパネルがでてきます。
コントロールパネルがでてきます。

これは、初めてのGUIで
最初、移動STEPの変え方にちょっと戸惑いました。
最初、移動STEPの変え方にちょっと戸惑いました。

Y軸のSTEPの変化(ちょっと遊んでおります)
マウスカーソルの微妙な位置で中央のSTEP値が変化します。
所望のSTEP値の所でクリックするのです。慣れると使い易いです。
X軸も同じSTEPで変化します。

Z軸も使い方は同じですが
STEPが小さめになっています。
右のエクストルーダーのは、後ほど

ちょっと動画で(たいしたものではないです)
上のManual ControlでX、Y、Zを1mm程動かしてみるといいのです。
が、マーティーのは、ちと問題があり
XY軸は動くけど、Z軸が動かなかったので、次で対策をしていきます。
<4. Printer Function Test>
Repetier-Hostで移動動作テスト。
4.1 Use Repetier Host to Test
4.1.1 Motor Direction Test
もしノズルがステージからギリギリだったらクリップに当たるかもしれないので
5mm程度に左右均等に上げておきます。
マーティーの場合、この時、Z軸が動かず、カプラーを手で回しています。
Repetier-Hostの左上の[Connect]アイコンをクリックして
AC電源を繋いでメインSWを入れると、ファンがゴーッと回り始めます。
マニュアルには、[Emergency Stop]ボタンを
すぐに押せるようにと書いてあるので
5mm程度に左右均等に上げておきます。
マーティーの場合、この時、Z軸が動かず、カプラーを手で回しています。
Repetier-Hostの左上の[Connect]アイコンをクリックして
AC電源を繋いでメインSWを入れると、ファンがゴーッと回り始めます。
マニュアルには、[Emergency Stop]ボタンを
すぐに押せるようにと書いてあるので

またリミットSWに当たる所で定位します。 動きはスムーズです。
次にY軸が後ろに下がってリミットSWに当ると
同様にちょっと戻ってから、またリミットSWに当たる所に定位します。
Y軸の動きもスムーズです。
が、その後、ステッピングモーターが「ガーーー」っと音がして止まります。
何なのでしょう、この音。嫌ですね~
Z軸のカプラーが滑っているわけではなく、ちゃんと固定されています。
「ガーーー」音を動画で
やはり、ステッピングモーターを2個並列にドライブしているのに
XY軸と同じドライブ電流設定では、1/2の電流になりトルク不足だと思われます。
Imax = VREF ÷( 8 x Rs)= 0.834 ÷(8 x 0.2)= 0.52A
これを2台のモーターに分配するので0.26A
これは、このモーターの定格 1.0Aの26%なのです。
X軸とエクストルーダー重いし、普通に考えれば、回りそうにないですね~
Z軸のA4988の半固定VRで電流設定を増やすことにします。
半固定VRは、小さいので、こんな調整ドライバーを使うか

この子供用プラ箸を削ったドライバーで回します。

Z軸用のA4988は、これです。

半固定VRをちょっと回しては、測定、回しては、測定を繰り返し
0.8V⇒1.24Vにしてみました。

半固定VRは、約60°位かな、他のより右に回しています。
まだ「ガーーー」っと音がするだけでZ軸が動きません。
0.8Vでは、コントローラーで0.1mm移動も全く動かなかったのが
片側だけ、動いたり、動かなかったり、します(´-﹏-`;)
「ガーーー」は、明らかに脱調の音ですね~

1.6Vに設定します。
半固定VRは、右にMAX状態です。1.568Vです。
Imax = VREF ÷( 8 x Rs)= 1.568 ÷(8 x 0.2)= 0.98A
これを2台のモーターに分配するので0.49A
これでも、このモーターの定格 1.0Aの49%なのです。

Repetier-Hostのジョグで0.1mmUPでも右のモーターしか回っていません。
コントロールボードのZ軸の左右のコネクタを入れ替えてみるも、似たような動き。
ケーブルやモーターには異常はないと考えられます。
左だけ回ったり右だけ回ったり、でも両方同時には回らないのです。
ちょっと回り始めたということは、
トルク不足が原因で、まだ足りないのだと考えられます。
トルク不足が原因で、まだ足りないのだと考えられます。
これでも定格の半分しか電流流れてないもんな~
このA4988モジュールでは、半固定VR、目一杯右で、もう電流増やせません。
仕方ないので、CNC2418の予備のA4988モジュールに変えてみます。
これは、電流検出抵抗が100mΩなのです。
元のは、200mΩなので、VREF電圧が同じだと、電流設定値は2倍になります。
VREF:0.8Vだと
Imax = VREF ÷( 8 x Rs)= 0.8 ÷(8 x 0.1)= 1.0A

元のは、1.6Vでモーター定格x2個分の50%なので
Rs:100mΩのA4988で1.6Vにすると定格x2個分の100%になります。
Imax = VREF ÷( 8 x Rs)= 1.6 ÷(8 x 0.1)= 2.0A(1.0A x 2個分)
1.2Vにして定格x2個分の75%でやってみることにします。
Imax = VREF ÷( 8 x Rs)= 1.2 ÷(8 x 0.1)= 1.5A(0.75A x 2個分)
色が微妙に違うだけで見た目は一緒なのです。

1.224Vにしました!

Rpetier-Hostのジョグコントロールパネルで上方向に1mmすると
お~~っ! やっと両方のモーターが動くようになりました!
で、
ホームボタンします。
お~! X、Y、Zと順にリセットSWの位置に止まっていきます。
それにしてもZ軸は、かなり重いようです。
「キュルキュル」音がするので、グリスを塗った方が良さそうです。
「キュルキュル」音がするので、グリスを塗った方が良さそうです。
グリス塗る前のキュルキュル音を
動画で!最後のZ軸が下がる時に「キュルキュルキーキー」と鳴ります。
「モリブデン・ラバーグリス」
横のシリコングリスでもいいのですが、こっちの方が隙間に浸透し易いからです。
普通のモリブデングリスは、ゴム系を侵すようなのでこれにします。
ちと妙な匂いがしますが



ファンの音がうるさいですが、「キュルキュル」音は無くなりました!
やはり、片側しか回りません。
次は、XYZがコントロールパネルで動くようになったけど、
Z軸の動きが大き過ぎ、1mmのハズが6.5mm動いています。
Z軸の動きが大き過ぎ、1mmのハズが6.5mm動いています。
どうも以前のバージョンでは、T8ナットではなくM8ナットだったらしい。
調べるとRepetier-Hostの[Config]-[Firmware EEPROM...]できるらしい
が、マーティーのは、グレーアウトしていてできましぇ~ん(T_T)
 もう少し調べると
もう少し調べると
Repetier-Host2.0以上を使えば[Firmware EEPROM...]が使えるらしい。と。
ならば、最新の2.1.3とやらにバージョンアップすることにします。
Repetier-Host 1.6.0の[Help]-[Check for Update]で
2.1.3が最新だとボックスがでるので、
 その前にWin10の設定の[アプリと機能]から
Repetier-Server、Repetier-Host 1.6.0をアンインストールします。
その前にWin10の設定の[アプリと機能]から
Repetier-Server、Repetier-Host 1.6.0をアンインストールします。
 続いて、
続いて、
ダウンロードした「setupRepetierHost_2_1_3.exe」を実行します。
が、マーティーのは、グレーアウトしていてできましぇ~ん(T_T)

Repetier-Host2.0以上を使えば[Firmware EEPROM...]が使えるらしい。と。
ならば、最新の2.1.3とやらにバージョンアップすることにします。
Repetier-Host 1.6.0の[Help]-[Check for Update]で
2.1.3が最新だとボックスがでるので、
そこの[Download]ボタンを押すも何も反応しないのです。
本家のサイトのここから
「setupRepetierHost_2_1_3.exe」をダウンロードします。


ダウンロードした「setupRepetierHost_2_1_3.exe」を実行します。
インストールや設定は、1.6.0とほぼ同じだったので省略です。
ちなみに Ver.2.1.3の画面はこれ
シンプルにしたのでしょうが、1.6.0を見た後では、ん~ん...
 で、肝心の[Firmware EEPROM...]を見ると
で、肝心の[Firmware EEPROM...]を見ると
これもグレーアウト!(T_T)
 マーティーのFirmware Versionは、
マーティーのFirmware Versionは、
[Printer]-[Printer Information]で見るとこれです。
たぶん、これが古いからなのでしょう?
 ということで、次の手!LCDパネルからやることにします。
ということで、次の手!LCDパネルからやることにします。
シンプルにしたのでしょうが、1.6.0を見た後では、ん~ん...

これもグレーアウト!(T_T)

[Printer]-[Printer Information]で見るとこれです。
たぶん、これが古いからなのでしょう?

起動時のメニュー画面でノブをクリックすると、







Zsteps/mm:の数値を下げていきます。
「400」にすればいいのですが

RESETしないと復帰しません。
しかも、元の「2560」に戻っているのです(T_T)
注:この時は、まだフラットケーブルの引き回しが悪いとは気づかず
Firmwareのバグだと思っているマーティーであります。

FirmwareのUpdateが、頭をよぎります。
。。。時は流れて。。。
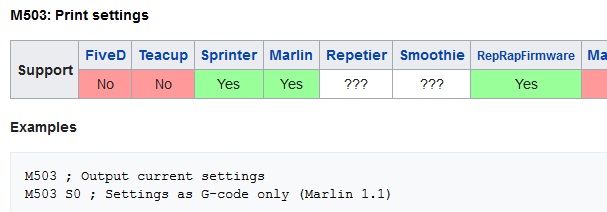
CNCと同じGcodeなので、CNCの時のようにコマンド命令があるのではないか?
探してみると、ここにGcode一覧が!
それにしてもCNCに比べてとても膨大なコード一覧です。
それにしてもCNCに比べてとても膨大なコード一覧です。

膨大なので見つけるのに一苦労です。
途中で何を探していたのか忘れるくらいです(-_-;)
この辺は、Ver.2.1.3でやっています。


見ていると、Z2560.00の前のM92ってコマンドが!ヒントがありそう。
******
11:28:51.772 : echo: M92 X80.00 Y80.00 Z2560.00 E93.00
11:28:51.772 : echo:Maximum feedrates (mm/s):
11:28:51.772 : echo: M203 X400.00 Y400.00 Z2.00 E45.00
11:28:51.772 : echo:Maximum Acceleration (mm/s2):
11:28:51.772 : echo: M201 X5000 Y5000 Z50 E5000
11:28:51.788 : echo:Acceleration: S=acceleration, T=retract acceleration
11:28:51.788 : echo: M204 S1000.00 T2000.00
11:28:51.788 : echo:Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum XY jerk (mm/s), Z=maximum Z jerk (mm/s), E=maximum E jerk (mm/s)
11:28:51.788 : echo: M205 S0.00 T0.00 B20000 X20.00 Z0.40 E5.00
11:28:51.788 : echo:Home offset (mm):
11:28:51.788 : echo: M206 X0.00 Y0.00 Z0.00
11:28:51.788 : echo:PID settings:
11:28:51.804 : echo: M301 P22.20 I1.08 D114.00
*****
M92: Set axis_steps_per_unit でした!
Examples
M92 X87.489 Y87.489 Z87.489
M92 E420:420
ってあります。
 M92 Z400 で送信してみます。
M92 Z400 で送信してみます。
 応答は、ないので、
応答は、ないので、
 ダメかな~と思いながらも、再度、M503で確認します。
ダメかな~と思いながらも、再度、M503で確認します。
 お~っ!
お~っ!
11:38:27.316 : echo: M92 X80.00 Y80.00 Z400.00 E93.00
11:38:27.316 : echo:Maximum feedrates (mm/s):
~略(上のと同じ)~
11:38:27.332 : echo:PID settings:
11:38:27.348 : echo: M301 P22.20 I1.08 D114.00
 所が、RESETとすると
所が、RESETとすると
Allows programming of steps per unit (usually mm) for motor drives. These values are reset to firmware defaults on power on, unless saved to EEPROM if available (M500 in Marlin) or in the configuration file (config.g in RepRapFirmware).
***
とあります。これこれ!
 下の方の解説に
***
下の方の解説に
***
Save current parameters to EEPROM, SD card or other non-volatile storage.
***
ってあります。

echoが何も返ってきません。

成功です! Z400.00に変わっています!
***
11:38:27.316 : echo:Steps per unit:11:38:27.316 : echo: M92 X80.00 Y80.00 Z400.00 E93.00
11:38:27.316 : echo:Maximum feedrates (mm/s):
~略(上のと同じ)~
11:38:27.332 : echo:PID settings:
11:38:27.348 : echo: M301 P22.20 I1.08 D114.00
***
LCDで確認すると、400になっています。

元の2560に戻ってしまいました。_| ̄|○
 ちょっと疲れてきたので、頭を冷やすため、
ちょっと疲れてきたので、頭を冷やすため、
ここでRepetier-HostをVer.1.6.0に戻しました(2.1.3の画面好きになれず)
インストールフォルダ名を変えてみましたが
***
ここでRepetier-HostをVer.1.6.0に戻しました(2.1.3の画面好きになれず)
インストールフォルダ名を変えてみましたが
両バージョンを同時にインストールできないですね~
さてと、M92の解説を見ると
さてと、M92の解説を見ると
Allows programming of steps per unit (usually mm) for motor drives. These values are reset to firmware defaults on power on, unless saved to EEPROM if available (M500 in Marlin) or in the configuration file (config.g in RepRapFirmware).
***
***Google先生訳
モータードライブの単位当たりのステップ数(通常はmm)をプログラミングできます。 これらの値は、EEPROM(Marlinでは、M500)または設定ファイル(RepRapFirmwareのconfig.g)に保存されていない限り、電源投入時のファームウェアのデフォルト値にリセットされます。
***
モータードライブの単位当たりのステップ数(通常はmm)をプログラミングできます。 これらの値は、EEPROM(Marlinでは、M500)または設定ファイル(RepRapFirmwareのconfig.g)に保存されていない限り、電源投入時のファームウェアのデフォルト値にリセットされます。
***
Repetier-HostのPrinter]-[Printer Information]で見ると
マーティーのは、おっ!「Marlin」のようです。
M500が使えそうです。
 M500を見ると
M500を見ると
M500: Store parameters in non-volatile storageM500が使えそうです。


Save current parameters to EEPROM, SD card or other non-volatile storage.
***
これは、いけるかも!
 ここで、LCDのフラットケーブルをステッピングモーターと一緒に束ねると
ここで、LCDのフラットケーブルをステッピングモーターと一緒に束ねると
ここから「4.1.2 Heating Test」の前までは、
マーティーの悪あがきなので、組立では無視できます(-_-;)
というか、マニュアル通りに戻しました。まあ記録ということで。
 Repetier-HostのManual Controlで
Repetier-HostのManual Controlで
 ソフトウェアでリミットが掛かっているんでこれ以上は右に行きません。
ソフトウェアでリミットが掛かっているんでこれ以上は右に行きません。
 15mm補正できれば左右均等になるのですが
15mm補正できれば左右均等になるのですが









 但し、LCDの座標表示は、12mm+側にズレています。
但し、LCDの座標表示は、12mm+側にズレています。
本来は、「X100 Y100 Z10」の座標にいるのですが

やっと、マニュアルの方に戻ります。
4.1.2 Heating Test
ヒートベッドとエクストルーダー・ヒーターの加熱テストです。
 アイコンの / が消えONになります。
アイコンの / が消えONになります。

 1分後
1分後
 1分30秒後
1分30秒後
 2分後
2分後
 OFFして3分後
OFFして3分後



 実は、スティックのりも、必需品と聞いていたので百均で買っておりました。
実は、スティックのりも、必需品と聞いていたので百均で買っておりました。
「乾くと無色のブルーのり」という容量が大きいやつにしました。
材質表示は「PVP」なので一般のスティクのりと同じです。
3Dプリンタでは、上のPETフィルムに軍配が上がり、これの出番はありませんが、
CNCのアルミの切削でも威力を発揮するということを最近知りましたので、
 で、フィルムをガラス板に合わせ、200mm x 210mmにカットします。
で、フィルムをガラス板に合わせ、200mm x 210mmにカットします。
 霧吹きスプレーに(大抵、台所の棚とか、一家に1つは、あると思います)
霧吹きスプレーに(大抵、台所の棚とか、一家に1つは、あると思います)
 窓ガラス用防犯フィルムの剥離紙をセロテープで剥いで
窓ガラス用防犯フィルムの剥離紙をセロテープで剥いで
 剥いだ側に溶液を十分にスプレーします。
剥いだ側に溶液を十分にスプレーします。
ちなみに作業はキッチンで行っております。
 「ガラス板の上にフィルムを滑り込ませるように貼り」と
「ガラス板の上にフィルムを滑り込ませるように貼り」と
フィルムの袋の裏側に書いてあるので、
そのようにして、端の位置を合わせます。
 フィルムの上にスプレーしてヘラで中心から外側に向かって
フィルムの上にスプレーしてヘラで中心から外側に向かって
 ヘラにペーパータオルを挟んで圧着させ、
ヘラにペーパータオルを挟んで圧着させ、

 フィルムを張ったガラス板を元通りヒートベッドに取り付けます。
フィルムを張ったガラス板を元通りヒートベッドに取り付けます。
 では、マニュアルの続きです。
では、マニュアルの続きです。
M92 Z400をSendして
ここからRepetier-Host Ver.1.6.0です。
 M500をSendして
M500をSendして
ここからRepetier-Host Ver.1.6.0です。

echoは、何もありません。
 コントロールボードをRESETしてLCDパネルで確認すると
コントロールボードをRESETしてLCDパネルで確認すると

おおおお~~成功です!
変更が保存されています。

LCD文字化けがでる。という情報が入ってきたので配線処理を変えました。
まあ、Gcodeが少しわかっただけでも、良い勉強になりました!
マーティーの悪あがきなので、組立では無視できます(-_-;)
というか、マニュアル通りに戻しました。まあ記録ということで。
所で、ホームにした時の原点の位置がガラス板の外側です。
左側の前から
 左側の横から。
左側の横から。

クリップにも当たりそうなのです。
というかこのままX軸を右に移動すると確実に当ります。

Z軸を5mm程上げ、X軸を右に200mm移動して
Y軸も200mm移動すると
Y軸方向は、余裕ありません、前後ともガラス板端からほぼ均等です。
これは、クリップを浅く挟んで避けるしかなさそうです。
これは、クリップを浅く挟んで避けるしかなさそうです。
右後ろ角(写真の奥が電源パック、左が後ろ側)
 右後ろ角(写真の奥が後ろ側)
右後ろ角(写真の奥が後ろ側)
 同じく、右後ろ角(写真の奥が後ろ側)
同じく、右後ろ角(写真の奥が後ろ側)
X軸は、ガラス板端から15mm程、内側です。
 X軸だけ原点(左)に移動すると、ガラス板端から、ほぼ15mm、外側です。
X軸だけ原点(左)に移動すると、ガラス板端から、ほぼ15mm、外側です。
 X軸を右に200mm移動すると
X軸を右に200mm移動すると
ステッピングモーターの右端と右側送りネジとの距離は


X軸は、ガラス板端から15mm程、内側です。

左後ろ角(写真の奥が後ろ側)

ステッピングモーターの右端と右側送りネジとの距離は
これまた、ほぼ15mm

そこで、コントロールボードでRESETボタンを押して
この点をX0、Y0、Z0に騙します。
じわじわと右側に移動してみますが、12.6mmでコツンと小さな音がして
X軸ベルトクリップとプーリーが当ります。

右側ギリギリの12.5mm右側にシフトすることにします。
で、
3.3 Printer Shapeの[Printer Shape]タブの
[Bed Left][Bed Right]を設定してみることにします。
印刷中のオブジェクトがホットベッドの中央にない場合、
X / Y方向の距離のずれを補正の為の調整項目らしい。
下にスクロールすると
[A: Bed Left]の説明があります。

右に12.5mmシフトしたいので
A=12.5でいいハズです。
[Bed Left]12.5にして[OK]します。

ホームボタンを押しますが、反映されていないので、
本体をRESETしてから、ホームボタンを押します。
ん~ん、変化ないです。
[Home X:]を[Min]⇒[0]に変えても、ダメですね~

仕方ないので、これでどうだ!

原点がX:12.5になっています。
符号が逆なのか~

ならば、これで

X座標:200mmで、ここに来ました。
ひとまずOKです。
Y軸は、前後均等なので、クリップに接触しないように浅く留めます。
クリップは、写真撮影のため退避中。
 この時、X軸は、MINの位置なので
この時、X軸は、MINの位置なので
Y軸は、前後均等なので、クリップに接触しないように浅く留めます。
クリップは、写真撮影のため退避中。

更に[Home X:]を[0]にしますが

これは、反映されず
X軸 MIN位置なのに座標0に戻ります
[Bed Left]も反映されないので、この辺はバグかな?

ということで、これに戻します。
RESETしなくても反映されますね~
これで、赤いヒートベッドの白線枠と可動域座標がほぼ合いました!
この設定に意味がないのに気づくのは、プリントしてからなのです(´-﹏-`;)
どうもSlicerの方で設定しないといけないようです。
この設定に意味がないのに気づくのは、プリントしてからなのです(´-﹏-`;)
どうもSlicerの方で設定しないといけないようです。

本来は、「X100 Y100 Z10」の座標にいるのですが
「X112」になっています。
ということは、Firmwareが古くて対応してないのかな?
ということは、Firmwareが古くて対応してないのかな?

やっと、マニュアルの方に戻ります。
ヒートベッドとエクストルーダー・ヒーターの加熱テストです。
Bed Temperature(上の赤枠部)アイコンと
Extruder1(下の赤枠部)アイコンをクリックすると

30秒後
ここで、OFFします。
OFFして10分後
室温は、28°です。

たまたま[Temperature Curve]タブにしてみると
温度とパワーのグラフが出てきました。
上と同じ様に2分間ON、その後OFFして5分間経過後のグラフです。

エクストルーダーのテストに入る前に
情報が入ってきたので、また、マニュアルからそれます。
「ガラス飛散防止安全シート」ってのを百均で買ってきました!
ヒートベッドのガラス板に貼ると、造形物を剥がすのが大変楽になるそうです。
「ガラス飛散防止安全シート」ってのを百均で買ってきました!
ヒートベッドのガラス板に貼ると、造形物を剥がすのが大変楽になるそうです。
40cm x 30cm 厚さ188μm PET樹脂、アクリル粘着剤です。
100x32cmの大きいのがあるらしいのですが、残念ながら、なかった~
100x32cmの大きいのがあるらしいのですが、残念ながら、なかった~

「乾くと無色のブルーのり」という容量が大きいやつにしました。
材質表示は「PVP」なので一般のスティクのりと同じです。
3Dプリンタでは、上のPETフィルムに軍配が上がり、これの出番はありませんが、
CNCのアルミの切削でも威力を発揮するということを最近知りましたので、
そちらで活躍してもらいましょう。


水200cに中性洗剤2~3滴を入れて、
綺麗に洗ったガラス板に溶液を十分にスプレーします。


ちなみに作業はキッチンで行っております。

フィルムの袋の裏側に書いてあるので、
そのようにして、端の位置を合わせます。

ガラスとフィルムの間の水や空気を押し出します。


1時間程、放置して乾燥させます。
とフィルム裏の説明書に書いてあります。

見た目は、全く変わりません。
この時、マーティーは、ノズルとガラス板の距離を
カッターの刃の厚み0.38mmで調整しています。
カッターの刃の厚み0.38mmで調整しています。
このフィルム:0.188mm なのでフィルムを張ったことで、
ガラス板とノズルの距離は、0.38-0.188=0.192mm になっています。
実は、1回目のプリントをした後で、再調整しています。
ガラス板とノズルの距離は、0.38-0.188=0.192mm になっています。
実は、1回目のプリントをした後で、再調整しています。

4.1.3 Extruder Test
マニュアルの説明では、
注:エクストルーダーは、170℃以上になるまで作動しません。
注:エクストルーダーは、170℃以上になるまで作動しません。
200℃に加熱してから、フィラメントをプッシュインフィッティングで
ホットエンドに挿入します。
ホットエンドに挿入します。
手でハンドルを押しながら、もう一方の手でフィラメントを押し入れます。
フィラメントが歯車のスロットにきちんと入っていないと
フィラメントをスムーズに供給できないので注意してください。
 |
| マニュアルより |
ということで、ヒートベッドをONします。
約2分で200°になります。こんなに早いとは思いませんでした。

フィラメントをホットエンドの底に押し込んだ後、次の図のように、
Repetier-Hostのフィードボタンを押して手動でフィードを行います。
ノズルがフィラメントを流動可能に押し出すことができる場合、
押出機は良好に機能している。
ということです。
その後、グッと奥の方まで入れるのがいいことに気づきました。

 下ダブル矢印、これは、送りが速い場合だと思います。
下ダブル矢印、これは、送りが速い場合だと思います。
まだ使っていないのです。
 上矢印も4段階
上矢印も4段階


 テストがおわると
テストがおわると
Repetier-Hostの温度カーブが、この様になっていました。
赤線がエクストルーダー・ヒーターです。
下から2段目は、エクストルーダーへの供給電力です。
 で、引き抜こうと
で、引き抜こうと

 拡大!
拡大!
 手前に引いて出してきてカットします。
手前に引いて出してきてカットします。
引き抜かずにストローの入り口でフィラメントをカットして
ノズル加熱状態でノズル掃除棒で最後まで押し出すのが基本のようです。
 ということで
ということで
長くなったので、この辺で切って、
次は、いよいよ、初プリントです!
ノズルがフィラメントを流動可能に押し出すことができる場合、
押出機は良好に機能している。
ということです。
その後、グッと奥の方まで入れるのがいいことに気づきました。
 |
| マニュアルより |
では、やります、テストなのでこんな感じ^^;
 エクストルーダーでのフィラメントの送りは
エクストルーダーでのフィラメントの送りは
Repetier-HostのManual Controlでこのジョグを使います。

Repetier-HostのManual Controlでこのジョグを使います。
このジョグもXYZと同様にマウスカーソルの位置でSTEPを変えて
クリックするようになっています。
下シングル矢印は、このようにSTEPが変化します。
また、変怪の様子を並べて遊んでおります。
クリックするようになっています。
下シングル矢印は、このようにSTEPが変化します。
また、変怪の様子を並べて遊んでおります。

まだ使っていないのです。


マニュアルでは、テストでこの「10mm送出」を使うようになっています。
で、ノズルの先から10mmでるのかと思いきや
で、ノズルの先から10mmでるのかと思いきや
1.75mmの根本が10mm入るので
ノズル0.4mmの出口は、ニョキニョキ~っと10mm以上でてきます。
単純計算で4倍以上でるわけです。
単純計算で4倍以上でるわけです。
最初は、直ぐに出てこないので、何度か10でクリックしてしまい
(実は、フィラメントの挿入が浅かったのです)
 更に50もクリックしちゃったので、かなり出てきました。
更に50もクリックしちゃったので、かなり出てきました。
初めて見るニョキニョキは、生きもものようで妙な感じです。
徐々に完成に近づき、ワクワクしてきます。
(実は、フィラメントの挿入が浅かったのです)

初めて見るニョキニョキは、生きもものようで妙な感じです。
徐々に完成に近づき、ワクワクしてきます。

Repetier-Hostの温度カーブが、この様になっていました。
赤線がエクストルーダー・ヒーターです。
下から2段目は、エクストルーダーへの供給電力です。

これをクリックしたら引き抜けなくなりました(-_-;)
次のSTEPで初プリントするので、ここでは、引き抜かない方がよかったのです。
というか、普通は引き抜かないようです。
次のSTEPで初プリントするので、ここでは、引き抜かない方がよかったのです。
というか、普通は引き抜かないようです。
仕方ないので、エクストルーダーを分解します。

ギヤの所で煎餅になって入口のストローの径より大きくなっております。
柔らかい内に引き抜きとこうなるという、失敗事例であります(-_-;)
失敗する毎に賢くなるのです^^;
失敗する毎に賢くなるのです^^;

引き抜かずにストローの入り口でフィラメントをカットして
ノズル加熱状態でノズル掃除棒で最後まで押し出すのが基本のようです。
というのもプリントしてからわかったのですが...

エクストルーダーのテストまでOKです。
長くなったので、この辺で切って、
次は、いよいよ、初プリントです!
***2018.8.23 追記***
その後、フィラメントの引き抜き方がわかったので追記します。
ノズルヒーターを通常通り加熱しておき
エクストルーダーで10mm送出を1回クリックします。
ノズルヒーターを通常通り加熱しておき
エクストルーダーで10mm送出を1回クリックします。
ノズルからニョキニョキっと出終わった辺りで
エクストルーダーのレバーを押して、フィラメントを手で
少しすばやくス~っと引き抜くと、この様にキレイに抜けました。
次に使う時は先っぽをカットして使います。

フィラメントは、湿気に弱いので
チャック付きのポリ袋に乾燥剤を入れて保管するのが良いということです。
***追記ここまで***
0 件のコメント:
コメントを投稿