
前回「小型工作機CNC2418 その80」で
30000rpm超のブラシレスモーターであることが確認できて、
手持ちで削ってみたら、CNC2418に乗せてみたくなりました(^^)
すぐに乗せたいけど、色々と難関があります(T_T)
まず、モーター本体の発熱が大きく、長時間稼働には、放熱必須です。
それと、外径がちょっと小さいのです。
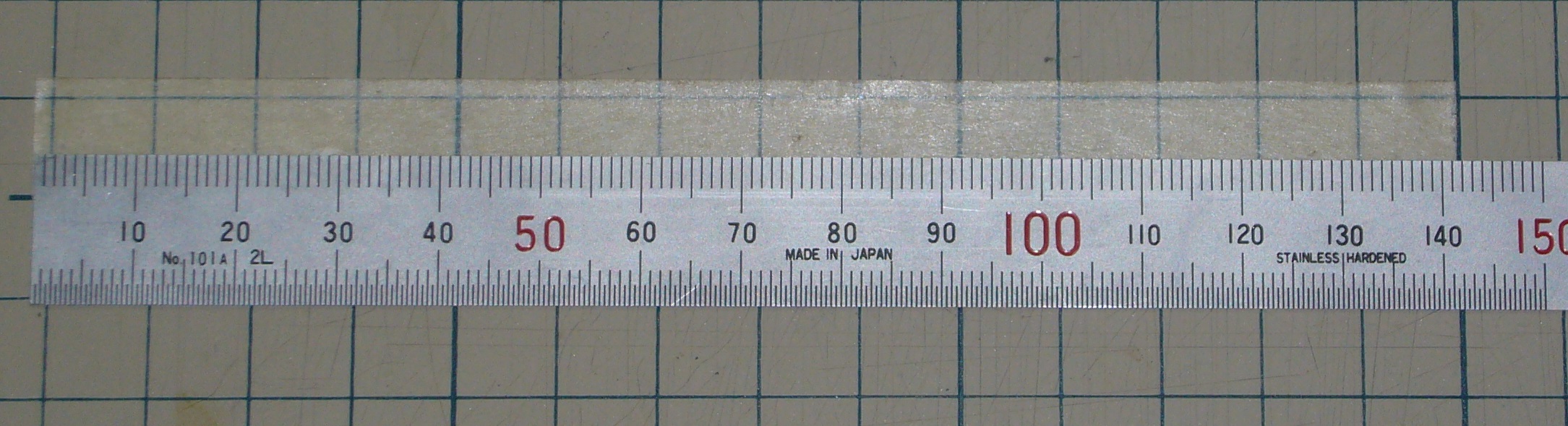
AliExpressのこの写真に寸法が載ってました。

一方、CNC2418に装着するには、この径にしないといけないので
放熱を兼ねて、上の径39.5mm部分にアルミを巻くことにします。

厚いアルミの平板を円筒にして巻くのは自信ないので
「アルミパイプ 直径45ミリ肉厚2ミリ
長さは1センチ単位で自由カット (1-10センチ)」
ってのを10cm調達します。
[1-10センチ]・・・何も指定しなければ、MAXの10cmになります。
このケイワークスってとこ、短いの切売りしてくれるので助かりますね~

アルミパイプは、直径45mm、肉厚2mmなので内径41mm
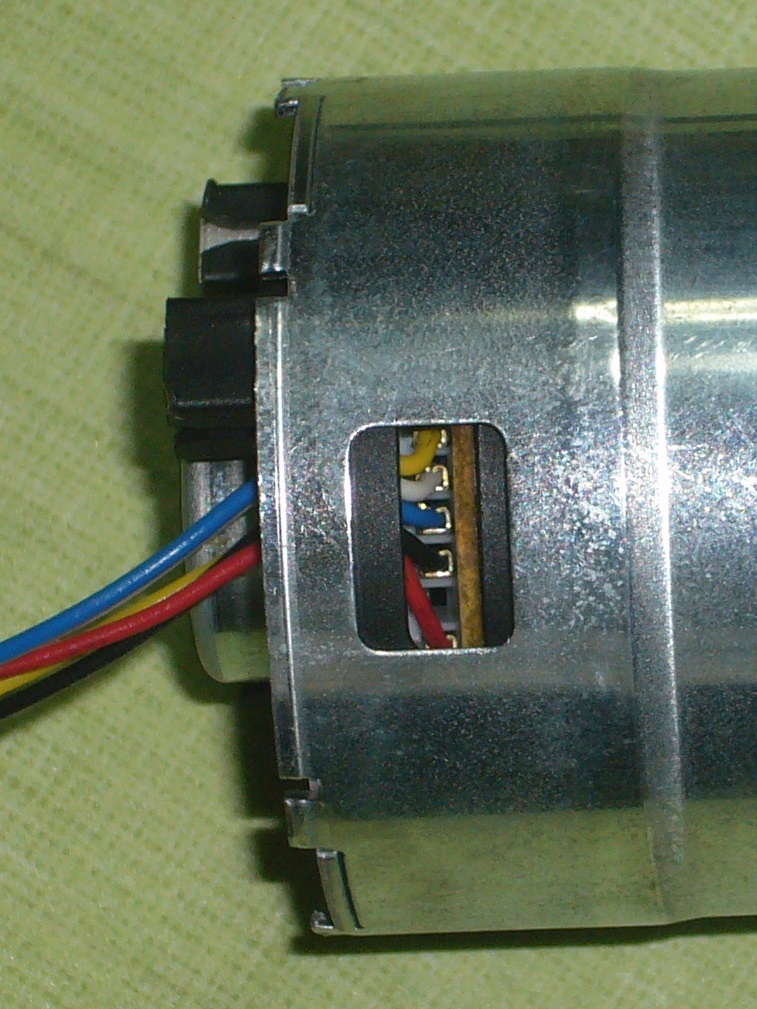
一方、モーターのここは、実測でも39.5mm
41-39.5=1.5mm
周囲の隙間は、1.5÷2=0.75mmということになります。

規格上、0.5mm、0.8mmしかないので、クリアランスも兼ねて


初めて見るかなり小さなコネクタですが


元通りドライブボードに挿して、



最初の先端だけ手では曲がらないので、




ノギスの先は厚みがあり僅かに小さめに出ると思うので
後ろから挿入していきます。



均等に9mm幅の線を3本引きます。

残りの2つを下に敷くと、丁度2枚入るというわけです。

加工中に傷が入らないように保護テープも貼って、



おなじみ、BOSCHのカットソー GMF250CEにセットします。

カットソーのスピードは最高の「6」なので20000min-1

アルミパイプにピッタリ入ったので、

適当なボルトを探してきて

グラインダーでちょっと刃物風に削りました。


このクランプで



かなり締め込めば、折り目がつくかと考えましたが

厚紙で丸窓枠を作って、

中央の穴から出た部分をドレメル4000の手作業で削ります。

中央を削り終わったので


仕方ないので、丸ヤスリで削ります。

M3ボルトで固定できるようになりました!

赤塗は、もう少し削ろうかと印をつけたけど
 AliExpress.com Product - 2 Pieces 5V 12V 24V 4010 40mm Cooling Fan 3D
Printer Cooling Fan DC Brushless Fan Sleeve/Ball Radial Fans 40x40x10mm
Fan
AliExpress.com Product - 2 Pieces 5V 12V 24V 4010 40mm Cooling Fan 3D
Printer Cooling Fan DC Brushless Fan Sleeve/Ball Radial Fans 40x40x10mm
Fan



アルミパイプに入るように、円形にします。

上から。


ゴムなので測り難いですが、
溝径:12mmであってるようです。

ホールセンサー配線のハウジングが通ることを確認します。

反対側の壁にぶち当たるので

・・・加工中略・・・^^;


CNC2418さん、久しぶりの外観登場です!



しかも外郭が、Z軸ステッピングモーターに微妙に当たるんです。

さ~て、ドライブボードの取付はどうしようか^^;




定格の21.6Vにします。

モーターOFFする直前の9:18時点
0.5mm厚のアルミ板 100X200mm
「エッグス Eggs 75-722B」というのをヨドバシカメラでポチッ!
「お取り寄せ」ですが、送料無料なので(^^)
価格:¥226(税込)
40 x 3.14=120ちょいなので、長辺200mmあれば大丈夫です。
何でも送料無料のヨドバシカメラ便利です^^;

到着前にケーブルを加工しておきます。
回転位置センサー出力のリード線が横から出てる(赤丸部)と
アルミパイプを被せる時に邪魔なのです。

ピンの引っ掛かかりを押し下げると抜けるよくあるやつです。

全部抜き終えました。

ヒシチューブ(黒いの)も取り去って

1本ずつ後ろ側に通していきます。

5本とも後ろから出し終えました。





中は6pinコネクタになってます。

元のヒシチューブは、ちと太くて硬かったので
ギリギリの細いに変えました。

ケーブルを間違えないように元通りハウジングに付けて完了!
ギリギリの細いに変えました。


一応、動作チェック・・・ちゃんと動きました(^^)

で、
アルミパイプの内径:41mm、モーター外径:39.5mmなので
モーターに巻く、0.5mm厚のアルミ板をカットしていきます。
金切り鋏だと、どうしても曲がったり反ったりするので
カッターで深めの切り傷を入れて

何度か曲げて

金属疲労方式で折りました。

ちょっと小さめの塩ビパイプを持ってきて




ちなみに、単3⇒単1変換アダプタです^^;
2011年の単1もアダプタも枯渇した時に頼まれて作った残りです。

ゴムを巻きつけたハンマーでコンコンやって~

残りは、手で巻きつけていきます。

0.5mm厚なので、楽に巻けます。


思いの外、広がり具合が丁度良く

巻いた後、手を離すと広がることは、想定内なので、
小さめの塩ビパイプにしてたけど、

モーターにピッタシになりました(^^)

しまった~

最初に丁度いい長さにカットしとけば~(T_T)


良く切れるので愛用しています。
一応、切った時に部材が反り難い刃形状にはなっているのですが、
まあ、金切り鋏だとどうしても反ってしまいます(T_T)
ラジオペンチで修正して

モーターに取り付けます。

いいんじゃないでしょうか!



外郭になるアルミパイプ(直径45mm肉厚2mm)も届いてます。

内径は、ぴったし41mmじゃないかな?


この時点ではアルミパイプの前も後ろもはありませんが^^;

挿入中の前からショット!

いい感じの隙間になってます(^^)

ちょうど茶筒の蓋を締めるような感じで入っていきます。

職人になった気分です^^;

先端まで入れると

お~っ!なんか高級モーターみたい(^^)

真横から

後方から見られると...^^;

いや~マーティーにしては完璧な嵌りであります(^^)



逆さにするとモーターの重みでゆっくりとずり落ちてきます。
喜びは程々にしておいて、次の難関にかかります。
アルミパイプの外郭をモーターの3つのネジ穴で固定したいのです。

薄いマスキングテープをピッタシ1周で貼って

一旦、テープを剥がして、横に伸ばします。
ほぼ、45 x 3.14=141mmですね。
(両端は、4.5mmですが)

再び貼ると、120°間隔で9mm幅のガイド線ができました。

この赤線の所に切り込みを入れたいのです。


上の余りMDFを適当に分割して
アルミパイプにこの様に入れます。

真横から

ゴソゴソと余り木BOXを探して、これがいいかな。
作った時以外は、全く使っておりませんが(-_-;)
9mm厚MDFの余りを使います。

右下のは、

今回、アルミパイプに合わせて、切込みを入れました。




MDFの厚み9mm、アルミパイプの直径45mm(9x5)なので

固定用のガイド板というわけです。
寝る前に、こうゆうやり方を考えるのは楽しいですね~
考えすぎると寝られなくなりますが(-_-;)


アルミのカットには、このブレードを使います。

アルミの切断OKです。
品番:AIZ32EPBですが、今や廃品種です。
初めてのやり方ですが、いざ!

1stカット!(中央やや右の赤線が消えかかってる所)

ちょっと斜めかな~

最低の「1」だと、8000min-1

この様な感じでやっております。

刃は、2.8° 20000min-1で振り子のように往復動作をします。
金切鋸を短い距離で高速に動かしてるのと同じです。
2mm厚のアルミ、15mmを5秒程で、す~っと切れます。

6ヶ所終わりました。

なかなか真っ直ぐは難しいですね~(T_T)
たぶん、下の溝が1stカットだと思います。
上は、2ndで少し慣れたところかな?

ここは、ガイドラインからズレてるけど、まあ真っ直ぐ

ガイドのMDF外す時にテープが剥がれましたが


上のと似た感じかな?
まあ、6箇所とも合格というですかね^^;

次は、カットした部分を内側に曲げていきます。

偶然、先のMDFの余りにΦ41のがあって

折り曲げのガイドラインを引きます。



ナットを刃の部分から15mmの所に付けて


4年以上前、「小型工作機CNC2418 その10(円盤ノコギリ)」
Φ47の塩ビパイプ固定用に使ったやつです。

R47ですが、R45のアルミパイプの当木に丁度いいです。
加工の残骸、取っておくもんですね~
2mm厚アルミは、想像以上に手強く、びくともしませんでした(T_T)
寝る時間を惜しんで考えた、この方法は敢え無くボツ(-_-;)

で、DREMEL4000さんの登場です。

3mm程の先端球状のエンドミルをつけて


拡大!

曲げ部分の3ヶ所に溝を掘ります。

深さ、0.5~0.7mmだと思います。
空中でドレメルを手に持ってやったわりにはキレイかな^^;

先端幅がほぼ9mmの小型のバイスプライヤがあったので

それを使って、曲げていきます。

上手く曲げ始められましたが、赤丸部が当たるので

これが限界でした。

また工具箱を探して、小さめのペンチを見つけて



折れないかドキドキしながら少しずつ曲げていきます。

これも柄が当たるのでここまでです。

なんとかここまで無事に曲げれました。


曲げ部分が金属疲労っぽく鈍い色に光ってます。

前方から

真上から


長さも揃ってそうで、一応順調です。

最後の曲げは、円形の当て木を入れておいて

小さいハンマーで叩いて、

無事終了!(^^)

真裏から

裏側もいい感じに曲げられたようです。

モーターを装着!

あれっ?途中で当たって入らない(T_T)





ありゃ~っ!コレットの胴体が当たってる~(・o・)
曲げシロが想定より短くて済んだので、曲げた部分が少々長めになったのです。



その厚紙でモーター側の3つのネジ穴位置に印を付けて

ポンチ打って

ボール盤でΦ3.5の穴を開けました。



モーターを入れると、
あらら、ちとズレてボルトが1ヶ所しか入りません(T_T)
やっぱ、現物合わせでなく、図面を描いて印刷するべきだったな~(-_-;)
Fusion360のPDF出力が有料になってるからな~(T_T)
この程度の2D図面はInkscapeでもできたんですが...



削らない方がよさそうで、このまま放置です。

後ろ側から



24V 40mm角のファンは、早くから届いております。
価格は、倍近いですが、Oil Sleeveより長いLife TimeのBall Bearing
US$ 8.19/2個(45% OFF、送料無料)
何と最速新記録の8日で届いたのです(・o・)
Trackingを見ると、注文日にChinaから発送して5日後に通関完了
SinoExは、国内を佐川便が請け負うようになったようで、
佐川急便が伝票付きで「印鑑ください」と
小さいな安いパーツで普通ならポストポンの荷物なのに
ちょっと申し訳ない感じ。

内径41mmのアルミパイプに内蔵しようと考えてました。
アルミパイプ加工前にちょっと置いてみた写真です。

裏側から覗くとこんな感じ。


4010タイプ、寸法通り40mm角なので

CNCの出番と言いたい所ですが、うまい固定方法が浮かばず
手動で行きます^^;

まずは、OLFAの小型鋸で角部をざっくりカット!

後は、ヤスリで気長に削って整えていきます。

この辺でいいでしょう!

加工のBEFORE、AFTER

アルミパイプ内径:41mm、ファン40mmなのでブカブカです。




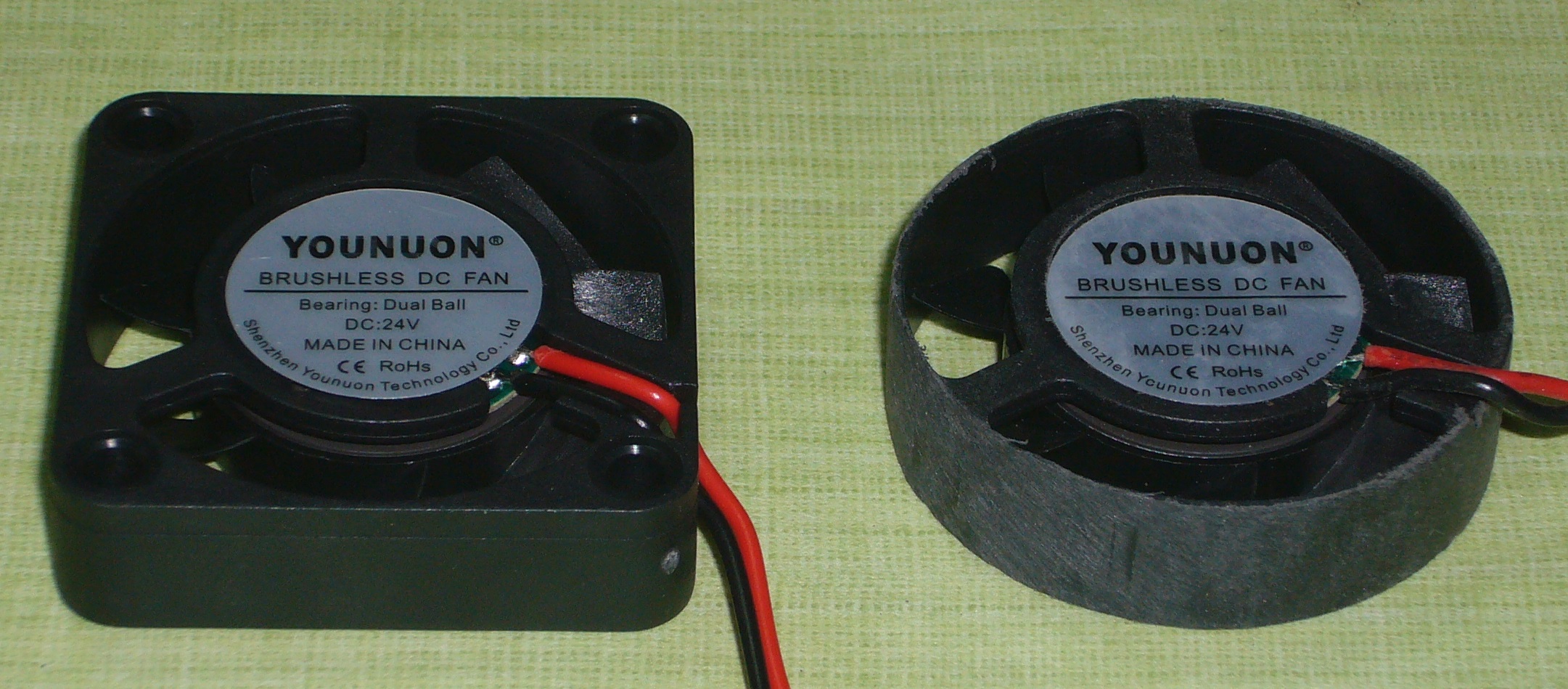

なかなかいい感じの円形に仕上がってます^^;


ドライブボードの取り付け方法は、まだ考えてないけど
三相とセンサー配線の長さからして、遠くには置けません。
ファンは、奥に入れるけど、モーターの三相リードに当たるので
奥に入れ過ぎないようにしないといけません。



モーター後端に2cmの下駄として入ります。

真横から

外郭側面から配線を出すための穴には、

天然ゴム製、品番「KGE-9A」のシールがあるので

0.8mm厚の200X300のアルミ板をヨドバシカメラで仕入れてます!
エッグス Eggs 75-716B というものです。
これも送料無料なので、「お取り寄せ」してました(^^)
その辺のホームセンターにも売ってるんですが、まあ^^;

モーター配線の分、ファンをモーター後端より2cm離すことにして
間に入れるアルミの輪っかを
0.8mm厚アルミ板を、先の0.5mm厚の時の要領で曲げて作って

今回は、事前に長さ方向もカットしました^^;
(41-0.8x2)x3.14=123.7mm と最小径で算出するのがいいようです。
実は計算ミスって、また金切鋏のお世話になったのですが...(-_-;)
これからの加工作業で傷がつかないようにテープ巻きました^^;

3Dプリンタで作った方がピッタリに作れますが
放熱を考えるとどうしてもアルミで作りたくて

外郭側面から配線を出すための穴には、
このグロメットがよさそう。
いつどこで買ったかすっかり忘れました(-_-;)


袋の裏の表で溝径を確認します。

溝径:12mmであってるようです。

これが通らないとハウジングをバラさないといけないからですね~

ボディに乗せてみます。

そこだけ保護テープ剥がしました。




ボール盤で、まずは、2mmの穴を開けて~


三相ドライブのリード線の長さが異なっていて、
「赤 < 白 < 黒」なのです。

この様に時計回りで処理するようになってるので、

この位置(左のテープ剥いだ丸部)に穴開けることにします。
モーター端子には、下から赤、白、黒ケーブルが入ります。


10mmドリルで広げたいところですが
強く固定できないくて、ガガガ~と失敗する可能性大なので
ドリルは6.5mmまでにとどめておきます^^;

6.5mmの穴はキレイに開きました。

穴広げはリーマーでゆっくり慎重に(^^)



リーマーはここまでしかできませんね~(T_T)


なんとか入った!

ちょっと穴径をみてみます。
11mm弱で小さいですが、ゴムのグロメットなので入らないかな~
キツメなので良さそうです(^^)

内側から

ホールセンサーのケーブルだけ通してみます。


で、内側に入るファン用の下駄が、

この様に入るので、それにも穴開けします。


上手く穴開けできたようです。

外郭のアルミパイプに入れます。

我ながら完璧のようです^^;


何故かまだ通さなくていいケーブル通してますが(-_-;)

グロメットを付けます。

外側から


外郭の曲線にフィットして浮きもなく、いい感じです。

そこにファンが入ります。

ファンは、これ以上は奥に入らないようにできました。


ファンには、何か巻いてキツ目にした方がいいかな。

ファンの取付は終わってないけど

ちょっと手持ちのモーター三兄弟を並べてみました(^^)
左から775、今回のブラシレス、300Wブラシ
右の300Wは「小型工作機CNC2418 その79」で回したモノです。

外径は、左から44.5mm、45mm、52mm
300Wのコレットは短いタイプですね~
短い方が先端ブレが少なくなっていいのだが、単品は無いみたいで(T_T)
中央のは外郭に隠れて短く見えるだけです。


ちょっとCNC2418に取り付けてみます。
見かけはいいですね~


右のボタン群は、
でLaserのTTL信号ボードなど2ヶ月程かかって製作したものです。
上からRESET、ABORT、RESUME、HOLD、Laser12V ON/OFF。
失敗しそうな時に、マーティーが素早く操作できるようにです^^;
怖い時も、HOLDボタンに手をおいとけばいいので安心です。

オリジナルの775モーター径44.5mmで
この径45mmですが、0.5mmの差が意外と大きく
締め付け用のヘキサボルト全開してもギチギチでした。

0.5mm位かな?
この位置より下に取り付くので、入れる時だけなので・・・
いやいや、Z軸を上げたら当たりますよ!と写真見て気づく始末(T_T)
マーティーの頭脳、連日の暑さにやられてるのか(T_T)

さ~て、ドライブボードの取付はどうしようか^^;
ステッピングモータの下の木材パーツは、もう4年も前になるのか~
「小型工作機CNC2418 その13」で付けたUSBカメラ用の取付具です。
それに付けてもいいけど、
モーターと一緒に上下させないと配線の長さが足りんし、
三相やセンサーのリード線の屈曲も心配だし(´-﹏-`;)
・・・今頃になってファンの風向きを確認します(-_-;)
ファンのラベルを外向きで、電源線を引き出し易い方で考えてましたが
これだと、ラベルの方へ吹き出し、
つまり、下のモーター側から吸い込みになることが、判明(-_-;)
放熱的には吸い込みの方が良いのかもですが
切削屑を吸い込むのが嫌なのです。
ファンもブラシレスなので+-逆では回りません。

裏返してみると、全ての線が穴から出て、逆にスマートだった^^;

3相のリード線も横穴から通して結線してみました。
短いのでかなり入れ難い(T_T)
中は、こんな感じ^^;

ん~ん、これじゃ~ドライブボードの取り付けようがないな~(T_T)

少しばかりリード線を延長せざるをえないようです。
その前に、今の状態で放熱が大丈夫か確認しとかないと
ヒートシンクの形状が変わると振り出しに戻りかねないからですね~

温度測定は、これ使うことにします。
電源:4~28V、2ポイント同時測定できます。
防水の温度センサーが付属していますが、
普通のサーミスタの「NTC 10K」でもいけるんじゃないかと。
昔は、US$ 1.81(11% OFF)だったのだが...
準備完了!
昔は、US$ 1.81(11% OFF)だったのだが...

準備完了!
付属温度センサーは、でかいので便利な輪ゴムで留めました(^^)
一応、部屋はエアコンを27℃に設定しています。
さっき、ちょっと回したので、ちと表示がズレてますが、
回す前の室温は、ピッタシ同じでした。

ほぼ30000rpmのハズです。
上の写真のようにカーペットの切れ端に置いてますが
ブラシモーターに比べて、かなり静かです。


1分毎に写真撮りました。
まずは、10分でいいでしょう!
ここで電源OFF


写真観ながらEXCELに打ち込んでます。
5、6分辺りから傾斜が緩くなってるのは、ファンの効果のようです。
これは、無負荷ですが、負荷がある加工状態で1時間とか回し続けたら
50℃以内に収まるかな~厳しそうだな~
10分時点でモーターOFFすると同時に内蔵したファンも停止するので
一旦、温度が上がってから下がり始めてます。
DriverのPower MOS-FETは、ここまで上がるとは思ってなかったのですが
ヒートシンクは、まあいいサイズだったようです。
一回り小さくしたいんだけどな~

三相制御ICの頭を測ってみると48.6℃
ありゃ~っ!意外と高い!小さいヒートシンクがいりそ~だ~(´-﹏-`;)





フル装備でCNC2418に取り付けてみました。

モーターは、この位置から18mmは、UPできます。
それ以上UPするとステッピングモータに当たります(T_T)

アルミの切削お試しまでやりたかったのですが、
暑さで頭の中の3D機能がOFFして
ドライバボードの取付方法が浮かばず、なかなか進みません(T_T)
ウレタンか振動吸収できそうなモノで仮固定すれば、
やれなくはなさそうだが...

TO BE CONTENUED ということで・・・(^o^)/
おはようございます!
返信削除いよいよCNCの本格再始動ですね。
当方のHamつながりの知人もCNC3018を入手されました。
今は、知ったかぶりしてますが、現役技術者なのであっという間に追い抜かれます。因みに私も3018入手しています。購入すれば使えるという錯覚に毎度陥っています。(笑)
昔青年さん、こんばんは~
削除いやいや、CNCで何か作りたいものがあるわけではなくて、
偶然、30000rpm超えのモーター見つけたので
今は、ちょっと試したい気持ちだけです。
アルミがバンバン削れれば、作れる範囲が広がって・・・という夢はありますが^^;
CNC3018を入手された知人さん、今頃ワクワクの夢心地でしょうね~
私もワクワクが止まらなかったのを思い出します(^^)
すぐに使えないところも楽しですね~
オーダーしたくなります
返信削除sbinさん、こんばんは~
返信削除ありがとうございます。
見かけだけは、いいですよね^^;
いきなり真夏になったので暑すぎて進んでおりません(T_T)
使い物になればいいのですが
結局は、頑丈な筐体じゃないとダメってことになるかもです。
こんばんは、楽しみにしてます。
削除私はZFSにはまってやる気が出なかったのですが、、ようやく復帰できそうです。
今週はいよいよ撃ってみます。
何と奇遇な!
削除私もこれからZFSにハマりそうです(T_T)
伝染するんですかね~
レーザーは長いこと撃ってないです~(-_-;)
ZFSは完全解決ですが、レーザーは冷却に奮闘してます。1晩冷やさないと25度まで落ちませんが、怪しいので冷やしてます。
返信削除gptの甘い罠は、2TBを超えた辺りで発病します。
CO2レーザー管、冷やし過ぎもいけないようで、
削除何℃が本当の適温なのか、未だにボワッとしてます(T_T)
もうMBRとGPTの違いがわからない世代になってしまいました(T_T)