
赤ちゃん用グッズの修理依頼が来ました(^^)
マーティーが知っているのは、この昭和世代タイプ(^^ゞ
何と呼んでたか覚えてません。
 |
| 出所:どこぞのフリマからm(_ _)m |
時は過ぎ・・・いつの間にか、この様な姿に変わっております(゚Д゚;)
「オルゴールメリー」が一般名のようですが
コンビ製の正式名称は、
「赤ちゃんのすやすやメリー」
「森のすやすやメリー」
やら、もはや売ってなく、よくわかりません。
単純な半田クラックで、すぐに治るだろう思ったので
最初の分解まで写真を撮ってなく
後撮りで再現しております(^^ゞ
この外観も最後の写真を使い回しております。

まずは、電池を取り出して、本体の殻を開けるのですが

そもそも、径が小さい深い穴でして
右側の+ドライバーで3本は、外せたのです。

上の写真の左側のドライバーの方がピッタリなのですが
途中までしか入りません。
太い+で軸が細いロングドライバーを持ち合わせてなく

それにしても、
1本のビスが、滑って緩まないのです。
これは、当時を再現するためのショットでして。
ライトで照らしてルーペで観てれば、判別はついたのでしょうが
深い穴で見え難くくて、
一度四角に見え始めると、脳が四角穴しか考えなくなって(;´Д`)

簡単に開けられないように1本だけ■の穴にしてるのだろう!
などと、脳は余計な方向に思いを膨らませるばかり
頭の中では、四角穴に軍配が上がっております(^^ゞ
そこで、太い金属棒の頭を四角に削って、ドライバーモドキを作って

手作業にしては、なかなかキレイな■になってます(^^)












c.jpg)
c.jpg)
c.jpg)
c.jpg)
c.jpg)
c.jpg)
c.jpg)
c.jpg)
c.jpg)
c.jpg)
c.jpg)
c.jpg)
cm.jpg)
c.jpg)
c.jpg)
c.jpg)
c.jpg)
c.jpg)
c.jpg)
UPDATEも久々だからかc.jpg)
c.jpg)
ca.jpg)
cb.jpg)
c.jpg)
ギア設計のサイトからダウンロードしてたSTLファイルを指定してc.jpg)
c.jpg)


c.jpg)
c.jpg)
c.jpg)
さて、手持ちのエンドミルを確認しておかないと
c.jpg)
c.jpg)
c.jpg)
c.jpg)
c.jpg)
c.jpg)
では、Fusion360 CAMに行きます。
設定表:<PVC・アクリル・ABS・PE(ポリエチレン)>
エンドミルタイプ:スパイラル・タイプ(Flute:1or2)必須


c.jpg)
c.jpg)
c.jpg)
c.jpg)
工具は、昔、所持品を全て登録してたMyToolsが残っていました(^^)

それをペンチで回して
やっと外せました(>_<)

取り出したビスを確認すると
+ネジが潰れてるのでした!
穴が大きければ、大きなドライバーで開けれたのですが・・・
しかし、プラ製品でよくもこんなに頭を潰したもんです(>_<)
細軸の太+ドライバーも揃えとかないとな~

ちなみに、これが正常品
電動ドライバーを微妙に上げてガガガ~っとしないと・・・(@_@)

で、いきなり、基板のショットですが
まず、基板の表は、これでした!
誰が見ても真っ先に、この傾いたコネクタを疑うでしょう!

すぐにコネクタの裏側を視ると
ん? 意外やキレイだ(´・ω・`)

そことは別の写真右上の辺り

半田付けが特に汚くて、怪しい所だらけ(゚Д゚;)
ですが、目を凝らしてみても、クラックや断線は見当たらず。

電池をスイッチを入れてみると、
モーターは回っているので、電気回路系は、ご健全のご様子。
ギアボックスを開けるしかないですね~

作業し難いのでモーターのリード線をカットして
ギアボックスを開けて、手で回してみると
後段のギアが回っていません。
どうやら、小さなギアの穴がバカになって空回り!

取り出して、ルーペで眺めると
割れております(T_T)
これは、強力ボンドでも無理ですね~

この手のギア、半世紀前だったら、そこら中にあったのですが
プラモデル屋さんに行ってみるも
ミニ四駆用のギアしか置いてませんでした(T_T)
今や特殊なギアの部類になっているのです(>_<)
とは言っても、ギア形状は、規格ものでしょうから
AliExpressで探すと、これが同じものでしょう。
109円/10個(65% OFF、送料 212円)

が、同じものでは、また割れそうなので
長いやつの方が強度を稼げるハズだと、これをポチッ!
131円/10個(15%OFF、送料 69円)

発注はしましたが、お届けは、2ヶ月後!と表示されています(>_<)
下手したら、修理した頃には、赤ちゃんが育って使わなくなってそうだ~
自作るしかなさそうですね~(^^)
ということで、ギア自作に取り掛かります(^^)
7~8mmの長さにしたいのですが
その厚みのアクリル板もカーボン板の手持ちはなく
アルミを削るのはちと厳しいだろうし
そうだ、あれがあった!
部材は、銀イオン配合の抗菌まな板、ポリエチレン 320 x 200 x 10mmです。
必要ないですが、食品衛生法にも適合しています(^^)
その昔、2018年6月
で使ったやつです。
あの時の残りを引っ張り出してきました!(^^)

厚み10mmで丁度いい(^^)v

どっかにギアを設計できるサイトがあるはず!
ここを使わせていただきましょうm(_ _)m
下の方に入力欄があります。
c.jpg)
AliExpressに載ってた、このサイズが
正確な規格サイズの匂いがするので(^^ゞ
c.jpg)
ギア設計サイトの下の方で
「ピッチ円直径:5.97」「歯数:10」「中心穴径:1.96」
を入力して[VIEW UPDATE]ボタンをクリックすると
c.jpg)
一瞬で出来ます。
ちょっと穴がでかいようですが
必要なのは、歯の部分だけなので、まあ気にせず
更に[CREATE STL]をクリックすると
c.jpg)
openjscad.stlのファイル名でダウンロードされます。
c.jpg)
さ~て、超久々にFusion360を使います!
FreeCADは、この時以降、全く学習してないもので(^^ゞ
CNCで掘り出すのでCAMが必須なのです。
Fusion360で3D描画するのは、2023年10月以来ですが
CAM機能とCNC使うのは、2021年7月の
ん~ん、3年以上も前か~
Fusion360で3Dモデルの描き方は、何とか覚えてそうですが
CAMの設定が、自信がないですね~
まあ、そいう時の為にブログ書いてるのですが
Fusion360のUPDATEでゴロッと変わってなければいいのだが・・・
で、起動して、ログインすると~
でた~~!(゚Д゚;)
毎年更新だけは、していたのですが、もうか!
いきなり横道にそれますが、記録はしとかないと(>_<)
[個人用ライセンスを更新]をクリックして~
c.jpg)
Fusion360のサイトが開くので
右上の「Sign In」して
c.jpg)
この画面になるので
登録している「電子メール・アドレス」を入力して[続行]
c.jpg)
この画面に切り替わるので
c.jpg)
下の方に行くと、怪しげな注意事項があります。
意味が今一わかりませんが
残り20日以内のダイヤログが出ないと更新できないのかな~
滅多に使わないユーザーを追い出す為でしょうかね~(T_T)
それにしても危うく更新できなくなるとこでした(゚Д゚;)
更に下の方に行きます。
(注:下のは単なる画像なので、クリックしてもYouTubeに飛びません)
c.jpg)
[DOWNLOAD NOW](赤枠部)をクリックすると
c.jpg)
「名*」「姓*」は、登録名が、自動的に入ります。
「勤務先電話番号」は任意なので、空白のまま
[続行]をクリック
c.jpg)
一番下のチェック以外は、必須なので入力して~
[送信]をクリック!
cm.jpg)
これが出るので
[今すぐダウンロード]をクリック
c.jpg)
これが出るので、どちらかをクリックするか、そのまま「X」して
c.jpg)
前の[DOWNLOAD NOW]や
さっきの[今すぐダウンロード]は何だったんだと思いつつも
左の方の[今すぐダウンロード]をクリック!c.jpg)
ちょっと画面が変わって、これが出るので
[Local site]をクリック
c.jpg)
やっとダウンロードされました。
WEB上の手続きは、これで終わり
更新の場合は、このファイルは不要なので消去してOKです。
c.jpg)
Fusion360の方に戻ると、右上にこのボックスがでてるので
[今すぐ更新]をクリック
c.jpg)
「steamer.exe」とやらが、沢山のデータをダウンロードしてました。
c.jpg)
約10分ほどの沈黙の後
これが出るので「Fusion360を今すぐ再起動」をクリック!
c.jpg)
再起動後、元の「個人用(商用利用不可)」に戻りました。
ca.jpg)
右側に何やら初期設定の様なボックスが出ていますが
そのまま[閉じる]しました。
cb.jpg)
ふ~っ!やっと、ギアの設計に取り掛かれます(^^)
まずは、さっきダウンロードしたギアのSTLファイルを取り込もうと
思わず、Fusion360の画面にドラッグしてしまいました(^^ゞ
が、気を取り直して、
[挿入]-[メッシュを挿入]から取り込みます。
c.jpg)
(既にデフォルトのopenjscad.stlから改名しています)
c.jpg)
c.jpg)
挿入できました!
c.jpg)
サイズは、後で調整するので、そのまま[OK]
c.jpg)
c.jpg)
上から
3年前は、STLを挿入すると10倍サイズになってましたが
流石にそのバグは修正されて、設計通りの外形になっています。
STLなのでピックアップ・ポイントを正確につかめず
5.97mmではなく、5.976mmなのでしょう。
にしても、中心穴径がでかく、3mm以上ありますね~
ギアサイトのバグですね。
c.jpg)
で、
割れたギア(左)をこの状態で撮影して

設計するギアの部分だけを切り取って~

[挿入]-[キャンパス]で
原点より下の面に挿入します。
c.jpg)
度々登場しますが、このサイズに調整するので
スケッチで補助線を描いて
c.jpg)
下絵にした写真、小さいのを拡大してるので
輪郭がボケて判り難いですが
ほぼ外形を合わせました。
c.jpg)
こういう時の為に
で、整理してるので、現物をゴソゴソしなくて済みます(^^)
エンドミルは、こんな形状です。
SHKは、全て1/8inch(3.175mm)です。
NCK:ネック長は、その深さまで掘れることになります。

NCK:ネック長は、その深さまで掘れることになります。

プラスチック用の溶着し難いのは、このタイプです。
今回は、先端径 0.8mmで、NCKが7mm以上欲しいのですが
5mmしかないですね~
径が小さくてNCKが長いのは、まずないのです。
<スパイラル・タイプ>
<スパイラル・タイプ>
| 先端タイプ | Flat | Ball | ||||||
|---|---|---|---|---|---|---|---|---|
| Flute | 1 | 2 | 4 | 2 | ||||
| 先端径 [mm] | 2.0 | 0.8 | 2.0 | 3.175 | 3.175 | 3.175 | 2.5 | 3.175 |
| OVL | 40 | 38 | 50 | 38 | 40 | |||
| NCK [mm] | 12 | 5 | 12 | 28 | 40 | 28 | 14 | 30 |
| BRAND | HUHAO | SYLIFE | ? | HUHAO | ||||
このタイプは、アクリルとかは溶着し易い部材は、
低速回転でジワジワ削れば、切削可能です。
先端径 1.0mmのが、NCK 8mmあるので、
これを使えば、長さ8mmできることになります!
<トウモロコシ・タイプ(先端Flat、2-Flute)>
| 先端径 [mm] | 0.6 | 1.0 | 1.5 | 2.0 | 3.175 | 3.175 |
|---|---|---|---|---|---|---|
| OVL [mm] | 38 | 45 | ||||
| NCK [mm] | 6 | 8 | 10 | 12 | 28 | 35 |
| BRAND | HANGXIN | HOZLY | ||||
Φ1.0のエンドミルを使うことにしましたが
ギア歯の谷の部分は、緑円までしか切削できません。
残りの部分は、Φ0.8のドリル(赤円)で掘ることにします。
ギア歯の谷の深さが、若干浅くなりますが、大丈夫でしょう。
逆に中心穴からの肉厚が増す分、強度が上がることに期待です。
c.jpg)
結局、歯の形状は、赤線のようにしました。
この小さな部分を切削できるか、悩んでましたが
何とかできそうな気がしてきました(^^)v
c.jpg)
ギア全体の断面は、こんな形状になります。
c.jpg)
ギアのサイトで設計したSTLモデル(グレーの薄い方)と重ねると
ほとんど問題なさげですね~!(^^)!
c.jpg)
現物写真と重ねると
右側の噛みあう部分は、良さげです(^^)v
左の方は、割れてるので、かなりズレてます。
c.jpg)
加工できそうな断面形状ができたので
グ~っと、8mm伸ばして、ギアの3Dモデル完成です。
c.jpg)

今回使うエンドミルは、Fishtail-Type(トウモロコシタイプ)で
プラの場合、このスパイラルタイプより溶着し易いのですが
PEは切削熱での溶着はし難い方なので大丈夫でしょう。
設定表:<PVC・アクリル・ABS・PE(ポリエチレン)>
エンドミルタイプ:スパイラル・タイプ(Flute:1or2)必須
| D[mm] | 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.175 | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 切削送り速度 Vf [mm/min] | 2000rpm | PVC | 100 | 130 | 160 | 180 | 200 | 230 | 240 | 240 |
| 3000rpm | アクリル ABS | 150 | 190 | 230 | 270 | 300 | 340 | 360 | 360 | |
| 4000rpm | PE | 190 | 260 | 310 | 350 | 410 | 460 | 480 | 480 | |
| 深さ[mm] | 0.3 | 0.4 | 0.4 | 0.5 | 0.6 | 0.6 | 0.7 | 0.7 | ||
それを、Spindle:130%、Feed:110%でやってたので
Φ0.8では、
Spindle:5200rpm、Feed:290 ⇒ 300mm/min
ドリルとして使うので
切り込み速度は、Feedの1/3にして 100mm/min
Φ1.0では、
Spindle:5200rpm、Feed:340 ⇒ 350mm/min
ランプ送り速度:3/2、切り込み速度:1/3に設定します。
ちなみに、2つの異なるミルタイプ
左:スパイラル・タイプ
右:Fishtail-Type(トウモロコシタイプ)
なぜか、英語では「Fishtail」=「魚の尻尾」ですが
日本語では「トウモロコシ」と呼ばれます。
どちらも、なるほどな形状はしてますがね。
先端はどちらも、2-flute(2枚刃)

ついでに、太いやつで、4種のアラカルト(^^ゞ

設定は長いですが、後の為に、全て記録しておきます(^^ゞ
[ミル]-[設定]の[設定]タブから
c.jpg)
[ストック]と[ポスト処理]タブ
c.jpg)
最初にΦ0.8の穴を開けるので
[ドリル]を選択して
c.jpg)
左からタブ3つ
「工具方向」は、使いませんが、有料機能ですね~
c.jpg)
0.8mmのドリルを選択します。
刃長:7mmですが、
軸径も0.8mmのまま長いので、深さ8mm掘るのは大丈夫です。
c.jpg)
mc.jpg)
c.jpg)
c.jpg)
cc.jpg)
mc.jpg)
c.jpg)
c.jpg)
c.jpg)
3番目のタブは、c.jpg)
c.jpg)
c.jpg)
cc.jpg)
c.jpg)
mc.jpg)
c.jpg)
c.jpg)
最後のタブc.jpg)
c.jpg)
次のタブ
飛び越える障害物がない場合、
マーティーのいつもの設定です。
mc.jpg)
最後のタブは、
[ドリル]で[深穴ドリル-完全退避]を使います。
0.4mm掘る毎に上がってきて屑を出します。
屑が詰まって溶着するのを防止するためです。
屑が詰まって溶着するのを防止するためです。
c.jpg)
シミュレーションはOK
c.jpg)
予想加工時間:1分26秒とでています。
cc.jpg)
続いて、中心の穴拡大
[2D ポケット]を使います。
mc.jpg)
最左のタブから
c.jpg)
工具は、
Φ1.0、2Flute、Fishtail-Type(トウモロコシタイプ)を使います。
c.jpg)
左から2番目のタブ
これは、初めて見ます。
Free版で4軸に対応したってことなのか!?
マーティーのCNC2418は、3軸なので
当然、デフォルトの「3軸」で
c.jpg)
中央の穴を選択するだけ
mc.jpg)
c.jpg)
次のタブ
mc.jpg)
次のタブ
ドリルの時と同じです。
c.jpg)
0.6mmずつ掘っていくので
「複数深さ」にチェック入れ「最大粗取切込みピッチ」0.6mmにします。
「最大切削ピッチ」は、水平方向なので
柔らかいプラなので、ミルの径に合わせ、1mmとします。
c.jpg)
最後の最右タブ
侵入退出は、チェック外して
「最大ランプ切込みピッチ」0.4mmずつにして
[ランプ除去高さ]は、ゆっくり降りてくる時間がもったいないので
デフォルトの2.5mm(トップから)から、0.1mmでいいのですが
デフォルトの2.5mm(トップから)から、0.1mmでいいのですが
0.5mmにと。
後の加工は、弱気を改心して0.1mmでやりました(^^ゞ
c.jpg)
シミュレーション・・・OK
まあ、過去の設定を見てやってるからですね~(^^ゞ
3年前は、この程度の設定は、チャチャ~っとできてたんですが
忘れるのは速いです~(;´Д`)
c.jpg)
予想加工時間 1分8秒
cc.jpg)
最後の外周は、
[2D 輪郭]を使います。
c.jpg)
前の中心穴広げの[2D ポケット]と同じΦ1.0のミルを使います。
左から2番目までの設定は、同じなので
3番目のタブ
外周を選択するだけ
mc.jpg)
4番目のタブも前と同じ
5番目のタブの上側「パス」の項目
c.jpg)
下の「複数深さ」が隠れて見えないので
「パス」項目を閉じて
「最大粗取り切込みピッチ」0.4mm
「均等切込みピッチを使用」にチェック
「アイランドを基準に順番」・・・意味不明なのでデフォルトのまま
c.jpg)
侵入退出のチェックを外すだけです。
c.jpg)
シミュレーション異状なし(^^)
c.jpg)
予想加工時間 1分34秒
cc.jpg)
c.jpg)
c.jpg)
c.jpg)
「Safe retracts and home positioning」の所は、
c.jpg)
cc.jpg)
では、穴開けから最後までを通してシミュレーション
動画で!
最初の11個の穴開けは、かったるいので飛ばした方がいいかもです(^^ゞ
よろしいようなので、ポスト処理して
Gcodeを吐き出します(^^)
マーティーのCNC2418、工具交換は、フル手作業なので
Gcodeは、別々にしないといけません。
工具単位でポスト処理します。
まずは、ドリルの所を選択状態にしてから
c.jpg)
[アクション]-[ポスト処理]すると
c.jpg)
この画面が出るので
「プログラム」の所の番号やコメントを入力します。
c.jpg)
UPDATEの度に「G28」に戻っていたので、要注意です。
今回は、前の設定が残ってるようで
「Clearance Height」になっているので、OKです。
c.jpg)
c.jpg)
これは、G28での異常な切削のショットです。
切削開始時にいきなり、Z軸が下がって切削開始点に移動しました。
Z0座標で移動すれば、まだ被害は少ないのですが
なぜか、Z0 ⇒ Z-2 辺りに向かってガ~~ッと削られてしまい
こんな深い切削筋が入るのです(@_@)
Z0座標で移動すれば、まだ被害は少ないのですが
なぜか、Z0 ⇒ Z-2 辺りに向かってガ~~ッと削られてしまい
こんな深い切削筋が入るのです(@_@)
しかも切削Feed速度ではなく、移動Feed速度なのでミルにも負担が掛かり
硬い木やアルミだったらミルが折れかねません。
硬い木やアルミだったらミルが折れかねません。
というわけなのです。


3年ぶりなので解説が多いですが、元に戻って~
三つ上の画面で[ポスト]をクリックするとGcodeファイルができます。
デフォルトでは、「C:\Users\marty\Documents\Fusion 360\NC Programs」
に生成されます。
c.jpg)
次は、同じΦ1.0のミルでの切削なので
c.jpg)
[2D ポケット]と[2D 輪郭]の両方を選択状態にして
[アクション]-[ポスト処理]します。
c.jpg)
c.jpg)
c.jpg)
巧く行って、ちょっと強気になってきたので
c.jpg)
c.jpg)
c.jpg)
では、動画で


赤枠の所を削りました。





c.jpg)

中心をXYZ原点にしているのでc.jpg)


mc.jpg)
c.jpg)
ドリル中のショット

拡大!
c.jpg)

c.jpg)

先端のホースは、かなり細くしているので

で、4つ切削が終わりました






軸に入りました!

しばし眺めてるとc.jpg)
線は、ツールパス(エンドミルの軌跡)です。
c.jpg)
c.jpg)
c.jpg)
では、部材ジュラコン板をセットします。

c.jpg)

X軸(左右方向)は、




6分10秒で22個の穴、終了!c.jpg)


c.jpg)


では、取り出し作業にいきます。
まずは、上の写真の左側の壁を

真上から


ちなみに0位置





と、思ったら



最初に基板の裏を診た時
c.jpg)
さっきと同様にプログラムの所を入力して
[ポスト]をクリック!
c.jpg)
こちらも無事できました(^^)
入力したコメントは、これの2行目に入ります。
ファイル名は「番号.nc」だけです。
c.jpg)
ドリルで底まで一気に掘ってしまう
[ドリル-早送り退出]も作っておきます(^^ゞ
c.jpg)
でも、また弱気になって
切り込み速度:100 ⇒ 50mm/min に落とします(^^ゞ
c.jpg)
シミュレーションはOK
予想加工時間:2分12秒だ~
[深穴ドリル-完全退避]より遅くなりました。
c.jpg)
[ドリル-早送り退出]でのシミュレーションを!
中心穴拡大から後の加工は、最初のと同じです。
やっと、切削準備が整ったので、部材を準備します。
最初に載せてた「残骸」・・・まだ使えるので「端材」かな(^^ゞ
直径6mmのギアを掘り出すので
上の写真の最下部分で十分です。
表面にはエンボス加工があるので

この木工用ヤスリで均しておきます。

デジカメのAFが効かなくなったので平らになってるでしょう!

先月、排煙システムを導入した部屋の隣のテーブルに
3年半ぶりに封印を解かれました。
架空ではなく実工房があれば、常設できるんですがね~(^^ゞ

拡大!
ホースはFREE・・・手持ちの方が便利なもので(^^)
右のは、この時に作った緊急操作ボタンボックス。
右のは、この時に作った緊急操作ボタンボックス。

緊急操作ボタンボックスは、上から
RESET、ABORT、RESUME、HOLD、Laser12V ON/OFF
特に赤のRESETボタン、緊急時に素早く押せるので
何度もミル折れを免れたものです(^^)

久々なので、潤滑油の塗布から始めます(^^ゞ

潤滑油を塗って
昔作ってた往復動作のGcodeをCandleに読み込んでXYZ各軸10回ほど往復動作させて、準備運動終了です!
Candleは、PCソフトのGcode Senderで
その昔、
でYY氏に改造していただいた「zCandle V1.1.8.2」を愛用しています。
c.jpg)
スピンドル、XYZ、動作に異状ないことを確認できました(^^)
端材をセットして~
この部材がステージに乗るのは、6年ぶりであります。
既に、最初のドリルビットを装着しております。

XY(前後左右)位置を定めたら

マーティーのCNC2418は、リミットSWを付けてないので
下に敷いてる新聞紙をちょっとちぎって~
部材とドリルビットの間に挟んで、
紙を前後に動かしながら 0.1mmずつ降ろして、
紙が動かなくなったら、高さ:Z=0とします。

ここで、RESETボタンを押して
WorkもMachineも全て「0.000」にします。
下のControlボタンで、Workだけ「0」にするのでしょうが
Machineも「0」にした方が、心が安心するのです(^^ゞ
c.jpg)
ドリルビットは、左からΦ1.2~0.3、0.1刻みの10本セット
Φ0.8なので、これの左から5番目のです。
全部色を変えて欲しい所ですが、国産じゃないからですね~

ご購入するのでしたら、これが、ほぼ同じものかな。
直径0.3~1.2mmまで0.1mm刻みの10本セットです。
608円/set(33% OFF、1500円以上購入で送料無料)
昨今は、合わせ買いで送料無料も多くなりました。

切削開始!
久々なので、ちょっとの間、RESETボタンに指を置いて見守ります(^^ゞ

順調に進みだした
切削中のzCandle V1.1.8.2(Gcode Sender)の画面です。
mc.jpg)
Fusion360 CAMでの予想時間:1分8秒を大きく上回って
6分10秒と表示されています(>_<)
c.jpg)

切屑の様子しかわかりませんね~

更に拡大!

6つ目の穴開けに向かっている所でした。


では、動画で!
スピンドル最高:10000rpmをS520にして、5200rpmです。
回転は遅い方で、プラスチックの切削なので
切削音は、かなり小さい方です。
「完全退出モード」でドリリングしてるので
0.4mm掘っては、TOPまで上がってを繰り返し
かなりかったるいですね~
余裕ある削れ方なので、
2個目は、一気に掘る「早送り退出」にしょっと(^^)
11個の穴開けが、終了しました。
実に15分19秒でした~(>_<)
c.jpg)
次は~
中心の穴広げと、ギア歯の周囲掘り出しです。
エンドミルは、Φ1.0 Fishtail-Type 2-fluteです。
先に開設したので、形状は目に浮かぶと思います(^^)

マーティーが買った店は、もはやありませんが
これが、同じメーカーで同じもののようです。
912円/10個(5% OFF、送料 470円)

ドリルと先端長が異なるので
これも新聞紙で部材表面に合わせて~

c.jpg)

c.jpg)
取り出す前に、もう一つ作っておきます。

赤枠のボタンでのZ=0にせっとします。
c.jpg)
Gcodeを読み込みます。
下中央の[Send]ボタンで開始されます。
c.jpg)
cc.jpg)
c.jpg)
予想時間:2分47秒らしい
cc.jpg)
中心穴拡大を動画で!
続いて、連続でこの加工に進みますが
ギアの外周切削を動画で!
切削屑でよく見えませんが
「よくできましたハナマル」を描いてるような動きです(^^)
終了後、切削屑を吸い取ると~
ギアらしきものが確認できます(^^)
やっぱし見た目は、花柄スタンプだな~(^^ゞ

こちらは、4分35秒で終了!
小さいものだからか、予想時間とかなりズレます。
c.jpg)
ドリルの「早送り退出」モードを動画で!
一気にグ~っと掘り進みます。
柔らかい素材なのでこれで十分でした~
これだと、2分50秒で終了
予想時間 2分15秒との差は小さいですね~
移動や退出進入が多いと、予想時間との差が大きくなるようです。
c.jpg)
後は、同じ切削で、2個目が出来ました!

こんな感じで切削屑を吸い取りながら切削を見守っています。



裏の銘板


作業の全景です。
コーヒーの空き瓶、ペットボトルで作ってます。
キレイに取り付けようと思うこと7年!
未だに簡易取付状態なので傾いています(^^ゞ

半世紀ほど前に活躍していたと云う
肩から下げられる小型の掃除機で吸っています。

初めて見るのですが、小さいのに、何と430Wだ~!
吸引仕事率:75Wなので
マキタの18V仕様のサイクロンなしの掃除機だと
強で吸込仕事率:70W(パワフル:125W)だそうで
半世紀前のにしては、吸う方でしょう。

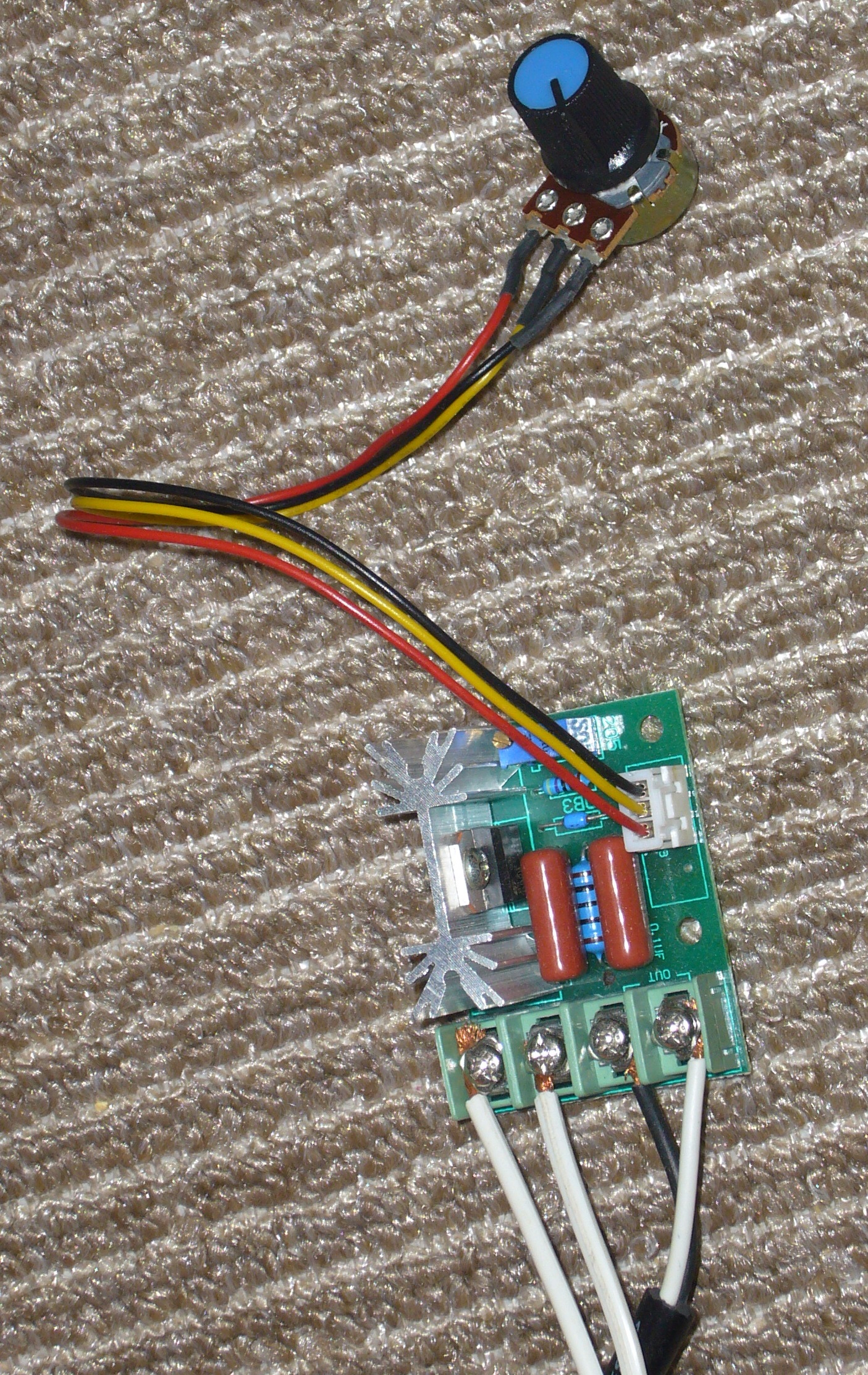
それをトライアック式の箱なしの簡易コントローラで
回転数を下げて吸引力を下げています。
切削というより化石を掘り出す感じですね~
業界用語では、削り出しですかね。
4つもあるのは、左2つが、セッティングミスで
3mmほど短くなってしまっておりまして~(^^ゞ

右端の10mm角ほどの所
まあまあ力が要りましたが、カッターナイフで切ることができました。
弾力があり、例えると、固いチーズな感じだが、もっと硬い・・・

更に、ギア1個だけを切り離します。
ここは、薄いので、カッターナイフでス~ッと入る感じ。
ちと不安になる柔らかさです(;´Д`)
更に切削面の汚さも・・・

しかし、最初の1個を掘り出して
ある程度、バリ取りなどをすると~
その不安は消え去っていくのであります(^^)
ん~ん、かなり良さげです\(^o^)/

横から
溝が切削屑で埋まってるようです

斜めショット(^^)v
いいですね~




手動で貫通させましたが

微妙に径が大きいかな~

中心穴、オリジナル(左側)のは割れで、少し広がってますが
にしても、右側の中心穴は、明らかに小さいですね~
柔らかいので、ミルで圧迫されて微妙に縮むので
外形は、大きめ、中心穴は、小さめになったと考えられます。
マシンは、一度校正してるので、そんなに狂いはないかと?

軸に入れてみましたが、全く入らないので
このΦ2.0のエンドミルで広げることに

だいぶ小さめだったので、少しづつしかできず
思った以上に時間かかりました。

右上のがオリジナルの割れたギア。
割れ難いようにと、長くはしたものの
やはり、押し込む時に部材の弾力を感じるほどです。
耐久性に不安が残ります。

組み込んで、モーターを手で回してみると
横の大きいギアとの噛み合いは、問題なさそうです(^^)
赤丸部分も割れ欠けていました(>_<)






どうにかこうにか入れ込みました。
 軸が出るようにカットします。
軸が出るようにカットします。

この金属管がピッタシだといいのですが
少々ブカブカなので

熱収縮チューブを

いい具合に被せれましたが
1本だと、ちと心もとないので
同じ径の2本の熱収縮チューブを用意して

何とか無理やり7割方押し込んで

重なってない部分をカットして


なかなか強そうです。
熱をかけて収縮させたい所ですが
軸が熱で変形するかもしれないので、やらずにまんまです。

赤枠部がヒビが入っているとこ

完全には割れていませんが、時間の問題でしょう。

ギアボックスに組み込みました。




リード線を新調!




蓋を被せます。

ビス留めします。

動作テスト!





c.jpg)
c.jpg)
切り出し易いように、ギアの周りも削ることにします。
c.jpg)
c.jpg)
ここまで掘った後
c.jpg)
c.jpg)
ギア歯の輪郭と、囲い物の輪郭を選択して
mc.jpg)


ちなみに、赤枠の部分は
右の軸についてる回る飾りを手で強制的に回した時に
ギアに負荷が掛って壊れないように
ある程度の負荷が掛った時に空回りさせる機構です。
太い所に薄くギザギザが見えると思います。

モーターのリード線が外れる気配を見せていたので

防振用のシリコンカバーを外して


シリコンカバーを被せて~
ギアボックスに戻します。

軸の錆とかを拭き取ったので
シリコングリスを
たっぷり塗りたくっておきます。



単3電池4本仕様ですが
0.6Vから回るので、妙な負荷がかかっていない証拠でしょう。
さすがに0.5Vでは、回りません。

6V動作の動画です。
静かに回って、異常なし!(^^)!
ここで、修理完了にしようかと思ったのですが~
ふと、プラスチックのギアの材質は何かな~?
ポリエチレン(PE)なら、安心してこのまま終われるんだけど~
・・・POM:ポリアセタール、通称:ジュラコンだそうな
摺動性が良いのは、ポリエチレン(PE)もそうなのだが~
引っ張り、曲げ、圧縮の機械的強度や耐摩耗性は
ジュラコン(POM:ポリアセタール)の方が格段にいいのか~
「はざいや」というショップのこの物性表を眺めてると
・引張り強さ:1.4倍
・曲げ強さ:3.3倍
・曲げ弾性率:2.8倍
・圧縮強さ:4.9倍
それにしても「はざいやさん」面白くて便利そう(^^)
ん~ん、調べれば調べるほど、ジュラコンにしたくなってきます(゚Д゚;)
ちょっと、ゴソゴソと工房の宝箱を探しました。
ジュラコンかMCナイロンのようです。
ながい棒状のが良さげなのですが
中心穴が大き過ぎて使えません(T_T)

ん~ん、端材を買うしかないか~
お~っ!ヤフオクに出てるぞ(^^)v
持っておいて損はない素材だし、ストックしておきたい一品ですね~
これはもう、速攻、即決で落札!
・・・3日後、届きましたっ!
わりと重みを感じます。
比重は、ポリエチレン:0.94、ジュラコン:1.41
なので、丁度 1.5倍です。
手触りだけで明らかに、ポリエチレンより強いのを感じれます(^^)v

厚み 15mm!

小さいので、角っこのこの辺りから掘り出すことにします。
先のポリエチレンの様に、カッターで切り出せる硬さではないので
できる限り、端っこで掘り出したいのです。
鉛筆が滑ってあまり濃く書けません。
摺動性は、ポリエチレンと同じ感じです。

今度は、2個一緒に削り出しますが
前のポリエチレンでは、微妙に大きかったので
左側は、最初のと同じ寸法の直径 5.97mm
右側は、92%に縮小して、直径 5.5mmにして
中心穴も縮小されるので、左側と同じにします。
c.jpg)
c.jpg)
c.jpg)
[2D 輪郭]モードで
こんな風に掘っても、まだ取り出しのが大変だろうからc.jpg)
c.jpg)
[2D ポケット]で
c.jpg)
mc.jpg)
これくらい周りを削っておけば
苦労せずに取り出せるでしょう。
c.jpg)
c.jpg)
切削終了のイメージですが
部材の厚みが15mm、ギアが8mmで、底が7mmになります。
ギアの底を切って、取り出す作戦です。
c.jpg)
では、シミュレーションを動画で!
穴部分は、1個の時と同じなので省略してます。
これ観てたら、4層目辺りで突然、PCが落ちましたヽ(`Д´)ノ
一旦、電池まで抜かないと、起動もできない状態(゚Д゚;)
再起動したら2014年1月1日になって、日付設定から始まる始末(@_@)
果たしてM/SとA/Cのどっちの仕業なのか分かりませんがヽ(`Д´)ノ
Fusion360のシミュレーションには気を付けましょうヽ(`Д´)ノ
MartyPCは、Core i7 5500U 2.4GHzのNoteで非力かもですが
落ちる前に、遅くなるか止まって欲しいですね~
中心穴が小さい可能性があるので
Φ2.0とΦ2.1に中心穴を拡大するGcodeも作っておきます。
c.jpg)

Candle v1.1.8.2に
22個の穴開けのGcodeを読み込みます。
c.jpg)
ドリルの先端をXYZ原点にセットします。

この辺りでいいでしょう

Y軸(前後方向)もよかでしょう!

最後に新聞紙でZ軸のゼロ点(部材の表面)に合わせて~

RESETボタンを押して
WorkもMachineも全て「0.000」にします。
穴開けスタート!
ドリルでの穴開けの一つを動画で!早送り退出モードなので一気に掘ります。
前のポリエチレンより硬いので
掘り速度を100mm/min ⇒ 50mm/minに落としてます。
切削屑がポリエチレンと全く異なり
アルミの切削屑みたいで、いい感じです(^^)

c.jpg)
バリがほぼなくキレイです(^^)v

c.jpg)


c.jpg)
c.jpg)
c.jpg)

次は、ギア歯と周り掘りです。
Gcodeを読み込んで
c.jpg)
Φ1.0のエンドミルに交換して
XY軸座標は、そのままでいいので
Z=0を設定して、切削開始!

今度の切削屑は、
Fishtail-Typeのエンドミルなので
ドリルとは異なり、粉状です。

が、どうも無理している切削音です(゚Д゚;)
切削時の熱による溶着は、全く観られないので
すぐに「zCandle V1.1.8.2」のOverridingで
Spindle 130% ・・・ 5200rpm ⇒ 6760rpm に上げ
Feed 90%に下げて
(水平方向 F350 ⇒ F315、垂直方向 F240 ⇒ F216)
安心できる切削音になりました(^^)
Feedを遅くしたので、終了予想時間も
18分58秒 ⇒ 21分5秒 になりました。
c.jpg)
「zCandle V1.1.8.2」は、GitHubにある「Candle Ver.1.1.8」を
の時、YY氏に改造していただいたのもの。
OverridingをPCのFunction Keyで
コントロールできるようにしたもので、とても便利です(^^)


では、動画を!
深さ2mm辺りを掘ってるとこです。
切削屑が溜まって、形状は確認できませんが
ギア歯の花丸状の動きは分かると思います。
残り2層です。
c.jpg)
そこを動画で!
水平方向0.4mm、深さ0.6mmずつの切削なので、
チマチマとしか進みません。
残り1.2mmで8mmの深さに到達して終了です。
終了!
予想時間:21分6秒に対して、実際:25分26秒
切削に対し移動の割合が少なければ、ズレは少ないですね~
c.jpg)
切削屑を吸い取っただけで
ギアの輪郭がキレイに現れました!
見易く調整したつもりですが、白は、判り難いですね~

上方から
バリとかが、ポリエチレンより格段に少ないです(^^)
溝には、切削屑が沢山溜まってますね~

軸を挿し込んでみますが
かなり力を入れても入りそうにないので

これは、完全に想定内なので、部材を外さずにStayたのです。
中心穴をΦ2.0に拡大するGcodeを走らせます。
53秒で終了!
c.jpg)
今度は、先っぽがいい感じの力で嵌ったので、いいでしょう。
もう一段、Φ2.1に拡大するGcodeも作ってましたが不要です。

穴広げたので
一応、上からショット
設計上の外形は、左:5.97mm、右:5.5mm

拡大すると
わりとバリが見えますね~
ポリエチレンに比べると格段に少ないですが


まずは、上の写真の左側の壁を
カッターナイフで切り落とします。
薄い所は、スーッと切れ、ポリエチレンに似た感触です。

ちょっと
外形5.5mmの上に、元のギアを載せてみます。

よ~判らんですね~
Φ6とΦ5.5の差だと、片側0.25mmなので、判るはずもなく(^^ゞ

作る前にノギスで測定してたのですが
今頃になってマイクロメーター(モノタロウ製)で!
元のギアの直径は、歯もあるし、割れてるので、
なかなか測定し難いのですが
6.25mm
やっぱし、割れの影響で、大きめになってるようです。

ギアの中心穴径は、測れませんが
軸は、1.98mm
今入ってるギアは、先のポリエチレンから削り出したやつ

ダイヤルはまだしも、縦線のズレは、ちと・・・(^^ゞ


厚み0.2mm!

柄に取り付けて


5分ほどでカット終了



歯と歯の谷の隙間に

見た目の大きさは、上左の5.58mmが合ってそうに見えるんですが


この様に置いて~



プラモデル用のこの鋸を使います。



・・・2分経過
割と硬いというか
鋸を1、2mmしか前後できないので、なかなか切れません(>_<)

底まで掘って、タブを付ければ、すぐに取り出せるんですがね~
小径のエンドミルは、長いのがないので、これしか手がないのです(>_<)
もしアルミで作ってたら、どうやって取り出してただろう?

大きい方の外形5.97mmで設計したもの
6.06mm

小さい方の外形5.5mmで設計したもの
5.58mm
上のもですが、測り難いので
マシンの誤差なのか、測定誤差なのか、微妙なとこです。

長さは、薄い鋸で切ったので
ほぼ8mmをキープ!

筋状に膜の様なものが残っているようです。
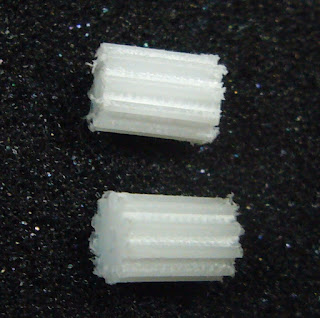
4つを並べました。
ポリエチレンのは、シリコングリスで歯の谷が見えません。

ポリエチレンのは、シリコングリスで歯の谷が見えません。
ジュラコンのは、まだバリや屑が付着しています。
スマホのカメラってマクロ的撮影もできるんですね~



上方から

ジュラコンのを拡大すると
Φ0.8で開けた穴に、明らかに膜の様なものが残っています。
後からΦ1.0のミルで削ったバリが被さっているんですね。


通常より薄い 0.2mm刃のカッターナイフで
切り取ることができました。
もちろん、+3.0老眼鏡をかけております(^^ゞ

膜は、意外とキレイにそのままの形で取れました。
左:除去前、中央:除去後、右:オリジナル
下のが切り取った膜の残骸

左:除去前、中央:除去後、右:オリジナル
下のが切り取った膜の残骸・・・並べ直してみました(^^ゞ

両右方ともキレイにしたつもり(^^ゞ
少なくとも膜状の物は取り去れました。
上左:ジュラコン 外形5.5mm、上右:ジュラコン 外形5.97mm下:オリジナルの割れたやつ
ジュラコン、微妙に曲がってる歯があるのは何故だろう?

マーティーだけかな~(^^ゞ

斜め前方から


拡大!
黄色の文字が、マイクロメーターで実測値した外形なので
上右の6.06mmのを使うことにします。

執筆時に拡大して見ると
膜状のゴミが、まだ少し残ってますね~
まあ、ギアとしては、十分でしょう(^^ゞ
やっぱホンマモンの部材は、断然いいですね~!(^^)!

相手になるギアと噛ませてみます。
ちょっと置いてみただけなので
しっかりは噛み合ってませんが

よくわかりませんね~
組み込んで動作を見るしかないです。
まあ、ポリエチレンで巧く行ったので、
これは、間違いなく大丈夫でしょう!

では、軸に挿し込みます。
ここまでは、さほど力かけずに入るのですが
軸に回り止めのリブが付いてるとこは
手の力では入りません。

で、このナットを使います。


ペンチを添えて、上から体重かけて押し込みます。
ポリエチレンとは、断然硬いのがよくわかります。

装着できました!

ギアボックスに装着!
いや~まるで最初から在ったかの様
全く違和感がないですね~(^^)v

前方から撮ってみましたが
噛み合い部分は、見えませんね~

シリコングリスを塗りたくって~

最低の0.6Vで動作確認します。
これで浮いたりしてこなければ
ギアが不適合で妙な負荷が掛ってないことになります。

では、動画で!
蓋開けた状態で0.6Vと4.5Vでの動作です。
軸は、溝に入れてるだけの状態です。
全く無問題の完璧のようです(*^^)v



蓋を閉めて~

再度、4.5Vで動作確認
も動画で!
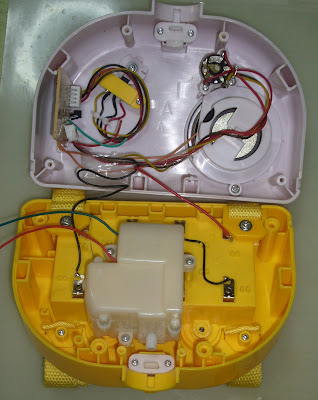
では、いきなり開けた状態ですが
元通りに組み込んでいきます。

まずは、ギアボックスを取り付けますが
ずっと、赤枠のギアの剥き出しは何だろう?と思ってたら
このギアが入る青枠の所は、どん詰まりで、何もありませんでした。
別のモデルでギアボックスを流用しているだけのようです。

ギアボックスを取り付けました。

次は、右下のパイプ状のパーツを

ギアボックスに当たって入りません。
取り付け順序が逆でした~(^^ゞ

ネジを緩めてギアボックスをちょっと浮かせて、入れました。
それにしても全体的にビスが長くて太めな感じです。
赤ちゃん用途なので、頑丈にしてあるのかな~
ビスを絞めつけて、黄色の殻部は終了!

次は、モーターのリード線
ギアボックスを切り離して作業し易いように切ってたので
元通りにしていきます。

赤丸部のモーター線の半田付けが汚かったので
やり換えようと思ってたのですが
良く付いてて問題がない様子なので、そのままで(^^ゞ




銀色のビスがオリジナルのですが









表はこれ

表側の青丸部で接続!

リード線を束ねてたテープが干からびていたので
結束バンドで留めておきます(青丸部)

リード線の噛み込みがないか
確認しながら殻を閉じて~

1個は、頭の+が潰れてるし
+溝も大き過ぎて、締め難いので
黒のビスに換えます!

長さもほぼ同じ
今見ると、銀色の先は、テーパーがなく見かけないタイプです。

頭の+溝が小さめの黒いビスなら
この細いドライバーで簡単に十分締めれます。

組み込み終了です。
また壊れても簡単に開けれるでしょう(^^)

電池は、これが入っていたので

充電しておきます。
それにしても、電池の容量とかバラバラですね~
まあ、見なかったことにしときましょう(^^)

拘りの充電器は、これ!
リチウムイオン、ニッケル水素、ニッカドが可能です。
6,250円(30% OFF、送料無料)

Capacity TESTもできる優れものですが
時間掛るので、今回はやってません(^^ゞ

そんなに減ってませんでしたが
2時間半ほどで、全部100%に充電終了!

電池を入れて、蓋を閉めて

コンビ製でした!






あのギアボックスの外で回転していた軸は、上側になり

この様に台座にガチャッと装着します。

そこにメリーゴーランド(と呼ぶのかな?)を装着して
目出度く完成で=す\(^o^)/
全治1週間でありました。

お家に帰る前に
正面から退院記念のショット!(*^^)v
前面の操作ノブです。
左:ON/OFFスイッチ 兼 音量ボリューム
右:メロディ選択
A:ねむれ~の子守歌メロディ
B:鳥のさえずり
C:心臓の鼓動音

c.jpg)

では、完璧に修理完了した!(^^)!
ベビーベッドオルゴールメリーを動画で!
メロディのABCも切替してます。
所で、AliExpressで発注したギアは、どうなってるかな~?
さすがに2月18日より早く届くと思いますが
まだ、クリスマスイブに中国の空港を飛び立ったばかりでした(゚Д゚)
本物が楽しみではありますが、出番は来ないでしょう(^^ゞ
c.jpg)
いや~
こんなに小さなギアが作れるとは
なかなかいい経験が積めました(^^)v
修理ご依頼人さん、ありがとうございますm(_ _)m