
やっぱ、マシンをイジってないと元気が出ないので
久しぶりの改造ネタです。
マーティーの3Dプリンタは、Geeetech I3 Pro Bで
メインパーツは、8mm厚のアクリルであります。
ベッドも8mm厚の220x220mmのアクリル板なので、とても重いのです。
特にリニアブッシュの取り付けは、
アクリルのマウントの四角穴にリニアブッシュが入り

タイラップ(結束バンド)で留める方式なのです。
上のマウントの四角穴は、リニアブッシュの長手方向に僅かに遊びがあります。
なので、ベッドが急に方向転換する時にガタガタと音がするし
モーメントが大きくなり高速移動で脱調するので
やむなくTravel SpeedとTravel Accelerationを下げているのです。
なので、ベッドが急に方向転換する時にガタガタと音がするし
モーメントが大きくなり高速移動で脱調するので
やむなくTravel SpeedとTravel Accelerationを下げているのです。

アルミベッドだけの
「only plate」US$ 18.79(13% OFF)をポチろうかと思いましたが
Yベルトホルダーが良さそうなので「all kit」の
US$ 25.75(13% OFF)にしました!(2019.4.17)

届いた時は、この状態!
薄~い袋に、中も薄~いダンボール箱。


HT氏は、この「Y linear bush mount for GEEETech i3 Pro B」
とLM8UUでベッド全体をオリジナルより100g以上も軽量化されています。

実は、グラファイト・ブラス・ブッシュ(オイルレスブッシュ)も入手してて、
滑りはなかなかよくて、ベアリング式みたいなゴロゴロ感がなく
ガタツキもかなり少ない感じなのです。
サイズは、LM8UU互換でそのまま置き換え可能なのです。
4pcs 8x15x24 mm linear graphite copper set bearing copper bushing oil self-lubricating bearing JDB Free shipping LM8UU LM8 8mm
US$ 10.51/4個(5% OFF)
まずは、マウントを1個、PLAでプリントします。
 サイズ調整で2個ボツ、1個プリントミスを経て
サイズ調整で2個ボツ、1個プリントミスを経て
ピッタリサイズのが4個できました!
LM8UUより0.3mm程長いのです。
 ちょっと重さを測ってみます。
ちょっと重さを測ってみます。
これが最も軽い選択肢
LM8UU+PLAマウント:18g
 ちなみに交換後に測ったオリジナルの重さ:19g
ちなみに交換後に測ったオリジナルの重さ:19g
 これにしようかと思ってる
これにしようかと思ってる
グラファイト・ブラス・ブッシュ+PLAマウント:26g
 アルミベッドに付属の
アルミベッドに付属の
アルミマウント・ブッシュ:46g
流石に重い!
 ちょっと滑り具合を見てみます。
ちょっと滑り具合を見てみます。
実は、PLAマウントの穴ピッチが合わず、Fusion360で編集して再プリントしてます。
右:リニアベアリング:滑りは軽いですが、ゴロゴロ感がわかります。
左:グラファイトブッシュ:滑りがやや重くなるけど、ゴロゴロ感が全くありません。
滑りがやや重くなるのが気になりますが、一度、これで試すことにします。
 所が、いざ、固定してみると
所が、いざ、固定してみると
ボルトを締める力で2つのマウントが微妙に斜めになり
遊びがない分、かなり正確に平行に取付しないと、とても重くなるのです。ガタツキもかなり少ない感じなのです。
サイズは、LM8UU互換でそのまま置き換え可能なのです。
4pcs 8x15x24 mm linear graphite copper set bearing copper bushing oil self-lubricating bearing JDB Free shipping LM8UU LM8 8mm
US$ 10.51/4個(5% OFF)

まずは、マウントを1個、PLAでプリントします。

ピッタリサイズのが4個できました!
LM8UUより0.3mm程長いのです。

これが最も軽い選択肢
LM8UU+PLAマウント:18g


グラファイト・ブラス・ブッシュ+PLAマウント:26g

アルミマウント・ブッシュ:46g
流石に重い!

実は、PLAマウントの穴ピッチが合わず、Fusion360で編集して再プリントしてます。
右:リニアベアリング:滑りは軽いですが、ゴロゴロ感がわかります。
左:グラファイトブッシュ:滑りがやや重くなるけど、ゴロゴロ感が全くありません。
滑りがやや重くなるのが気になりますが、一度、これで試すことにします。

ボルトを締める力で2つのマウントが微妙に斜めになり
うまく取付できたとしても、PLAでは剛性不足と経時変化で重くなりそうで、
心配になってきました(T_T)

重すぎて却下!
特に何か作るわけではないのですが、パーツコレクションは色々と...


US$ 0.85(-43%)
このセラー、以前は、送料無料で安かったのに値上げしていますね~

31g
まあ、段々重くなっていくのですが、
ベッド全体としてオリジナルより重くならないと思います。

分解していくとY軸ギアにベルトの削り屑がついています。
脱調というよりベルトが滑っていたのかも?

ちょっと気になるけど、一番外側の穴を使うことで妥協します。

オリジナルのアクリルバージョン:540g
赤テープは、組立時からちと調子の悪いやつ。
改めて見るとタイラップ留めといい、
よくこんなのでプリントできてたな~と思う位、ガタツキが大きいです。

80gの減量です!
リニアブッシュのガタツキもほぼ皆無!上とは比較になりません!

プリントすれば作れるのですが、ここは、かなりの力がかかるので
伸び縮みしそうだし、切れそうだし、気になっておりました。

ポチる時にアルミベッド単品にしようか悩みましたが、
このアルミのYベルトホルダーが気に入ったので、セット品にしたのです。
安心感が違います!

おっと?!
ベッドの厚みが薄くなったので、Y軸のリミットSWが当たらず抜けます(´-﹏-`;)
気づかずに動かしていたら、危く事故になるとこでした。




どうしても僅かに斜めになって、だんだん滑りが重くなります。
しばし悩んで...
四角て太い棒だったら何でもいいのですが
丁度、側に長い六角レンチの太いやつがあったので、2本使って

ボルトを締める力で傾かないようにします。
これは、我ながらいいアイデアで、とてもうまく行きました^^;


その前に、ヒートベッドの裏を眺めると

ヒーター線の真上の黄色丸部についていますが
本来は、緑丸部にヒーターがない四角の隙間があり、
ここにサーミスタを付けるのだと思います。


アルミ板を加工してM3ボルトで留めて補強しておきます。

この際、ヒートベッドの下から熱が逃げ難くしようと思います。
まずは、オーブン電子レンジを解体して採れたフラットヒーター部分です。




その上にコルクボードを被せようと思っていたのです。
が、ここにきて、ふとマーティーの頭を過ります。
ガラス板を挟むクリップでグラスウールがペシャンコになるぞ!と
折角のグラスウールは、またの機会に保管箱行きです(-_-;)

この日のために、どこかのホームセンターで買っておいたコルクボード。
220 x 300 x 4mm



百均には耐熱の両面テープがなかったので、ホームセンターで
店にある全ての両面テープの裏側を見て耐熱温度が最強のをゲット
表には、高耐熱の表記はありませんが、

ガッチリ全面に貼るとサーミスタとか交換できなくなるので
4辺にだけ張ってコルク板をヒーターベッドに貼り付けます。

削る部分(中央下)を黒く塗っています。


砥石は、これの左端ので大丈夫かな?

15000rpm辺りです。

砥石は、ほとんどすり減ってなく、さすがの石材用です。



Thingiverseのどこだったか忘れましたが
ベッドコーナー下の蝶ナットの代わりにこれをプリントしています。


手でスライドしてみると
"コツン"
ん?何かに当たってる?
ありゃ~
フロントコーナーのナット受けが、微妙に大きくて、
フレームに当たっているのです。

幸い、角を少し削るだけで回避できました。



F5000、F7000、F10000と徐々に速くしていって
G0 Y10 F15000
G0 Y150 F15000
脱調は起きません!スムーズに動きます!
んで、今頃になって
10mm幅のベルトと11mm20Tのプーリーギア持ってるの思い出しました(-_-;)
ずっと前にちょっと遊ぼうかと買ってたのです。
通称 20T W10 B5(20歯、ギア幅 10mm、軸穴径 5mm)です。
今のと幅だけが広いものです。
「20T 5B」US$ 0.88(20% OFF)

これも 20歯、ギア幅 10mm、軸穴径 5mm です。
「20teeth」US$ 0.99(41% OFF)

ベルトは、これ
10mm x 2m Black US$ 1.73(7% OFF)

このY軸ギアのベルトの削り屑が気になっていたので
ベルト幅を 6mm ⇒ 10mmにすれば、ベルトが滑り難くなると思ったのです。
自作することにします。
ちょっとホームセンターGoodayに行って、
この1mm厚 10mm幅のT字金具を買ってきました。
左下の黒いのがオリジナルの6mm幅用。

ちょっと必要な形に加工できそうになく...

この様にプライヤをバイスプライヤで挟んで曲げていきます。






オリジナルは、歯なしプーリーですが、歯付きの方がいいと小耳に挟んだので。


径は同じなので設定は変える必要がありません。



ベルトホルダーに2mm程のアルミ板を噛ませれば、対策できそうですが
ヒートベッド外すのも面倒になってきたので、これで妥協しておきます(-_-;)

ベルトがプーリーの中心ではなく端ギリギリ寄っています(写真で下寄り)
これは、9mm幅のベルトにした方が良いかも?

これ何だか低振動らしいのです。
「歯布の特殊処理により、プーリとのスムーズなかみ合いを可能にし、
低振動を実現しました」の謳い文句に惹かれてしまいました。
「4M-9MM-2GT」US$ 16.19(19%OFF)ですが
送料がUS$ 3.01と高いな~(T_T)

で、10mmベルトで動作テスト!
G0 Y10 F15000
G0 Y150 F15000
脱調は起きません。
F15000:15000mm/min です。
CuraとかのSpeed単位は、mm/sec なので換算すると
F15000:15000mm/min = 250mm/sec
これで脱調しなければ十分でしょう!
今までは、Travel時にY軸が脱調していたので
Cura 3.5.1のTravel Speed設定は、55mm/secに落とし

Travel Acceleration:3000 に落としていました。

G0 Y10 F15000
G0 Y150 F15000
脱調は起こりません!
ちゃんとベッド交換前の脱調条件を探しておけばよかったのですが、
以前は、Travel Speed:60mm/sでは、脱調することがあって
55mm/sにしているので、F3300だったことになります。
これは、かなり改善したと見ていいようです\(^o^)/
直線動作(縦・横・斜め)のTravel Speed TEST
Gcodeを作成してやってみました。
Travel Speed:F15000、Travel Acceleration:8000
動画で!
以前は、こんな高速では、ベッドのリニアブッシュがガタガタして煩く
脱調してたのです。
Speedは、8行目のG0 F15000を変更します。
*****
;31 May, 2019 Marty
M82 ;absolute extrusion mode
G21 ; set units to millimeters
G90 ; use absolute positioning
M82 ; absolute extrusion mode
G0 Z10
G0 X100 Y100
G0 F15000
;10mm Square
;1st
G0 X95 Y95
G0 X105 Y105
G0 X95
G0 X105 Y95
G0 X95
G0 Y105
G0 X105 Y95
G0 Y105
G0 X95 Y95
;2nd
G0 X95 Y95
G0 X105 Y105
G0 X95
G0 X105 Y95
G0 X95
G0 Y105
G0 X105 Y95
G0 Y105
G0 X95 Y95
;60mm Square
;1st
G0 X70 Y70
G0 X130 Y130
G0 X70
G0 X130 Y70
G0 X70
G0 Y130
G0 X130 Y70
G0 Y130
G0 X70 Y70
;2nd
G0 X70 Y70
G0 X130 Y130
G0 X70
G0 X130 Y70
G0 X70
G0 Y130
G0 X130 Y70
G0 Y130
G0 X70 Y70
;140mm Square
;1st
G0 X30 Y30
G0 X170 Y170
G0 X30
G0 X170 Y30
G0 X30
G0 Y170
G0 X170 Y30
G0 Y170
G0 X30 Y30
;2nd
G0 X30 Y30
G0 X170 Y170
G0 X30
G0 X170 Y30
G0 X30
G0 Y170
G0 X170 Y30
G0 Y170
G0 X30 Y30
;TEST END
G0 F5000
M84 ; disable motors
*****
続いて円、G2/G3命令を使うのでTravelではないですが
後述するGcodeで
G2 F7000:時計回り
G3 F7000:反時計回り
Acceleration:1000
直径 10mm、60mm、140mmの円を描きます。
これは、円をスムーズに描いています
動画で!
何やら六角形か八角形を描いている感じです。
X軸Y軸とも動きがイビツです。
F8000でも、まだスムーズでない音なのです。
これは、F7000が限界のようです。
Speedは、8、9行目のF7000を変更します。
*****
;31 May, 2019 Marty
M82 ;absolute extrusion mode
G21 ; set units to millimeters
G90 ; use absolute positioning
M82 ; absolute extrusion mode
G0 Z10
G0 X100 Y100
G2 F7000
G3 F7000
;10mm Circle
G0 X100 Y105
G2 X100 Y105 J-5
G3 X100 Y105 J-5
;60mm Circle
G0 X100 Y130
G2 X100 Y130 J-30
G3 X100 Y130 J-30
;140mm Circle
G0 X100 Y170
G2 X100 Y170 J-70
G3 X100 Y170 J-70
;TEST END
G2 F5000
G3 F5000
M84 ; disable motors
*****
所で、EEPROM Settingsの
Maxmum Acceleration(青枠)と下のAcceleration(赤枠)
どう違うのかわかりません(T_T)
Accelerationを上げても確かにSpeedは上がるのです。

偶然かもですが、
Cura 3.5.1でTravel Speedの自動計算ボタンを押すと

上の117 mm/secに近い数値になるのです。
Cura 3.5.1では、[Prusa i3 Mk2]ベースに設定しているので
同様の構造のでは、これ以上、可動部分を調整しても
ステッピングモータがついてこないということなのかもしれません。

3DプリンタのF7000をCNCでのF値に換算してみます。
CNCもA4988の1/16 Microstep動作なので波形が参考になるはずです。
・CNC2418:800step/mm
・I3 pro B:80step/mm(XY軸)
丁度、10倍です。
つまり、3DプリンタのF7000は、CNCのF700に相当することになります。
CNCの方が電流Peakを高く設定しているので
もう少し下のF600辺りで見てもいいのかもしれません。
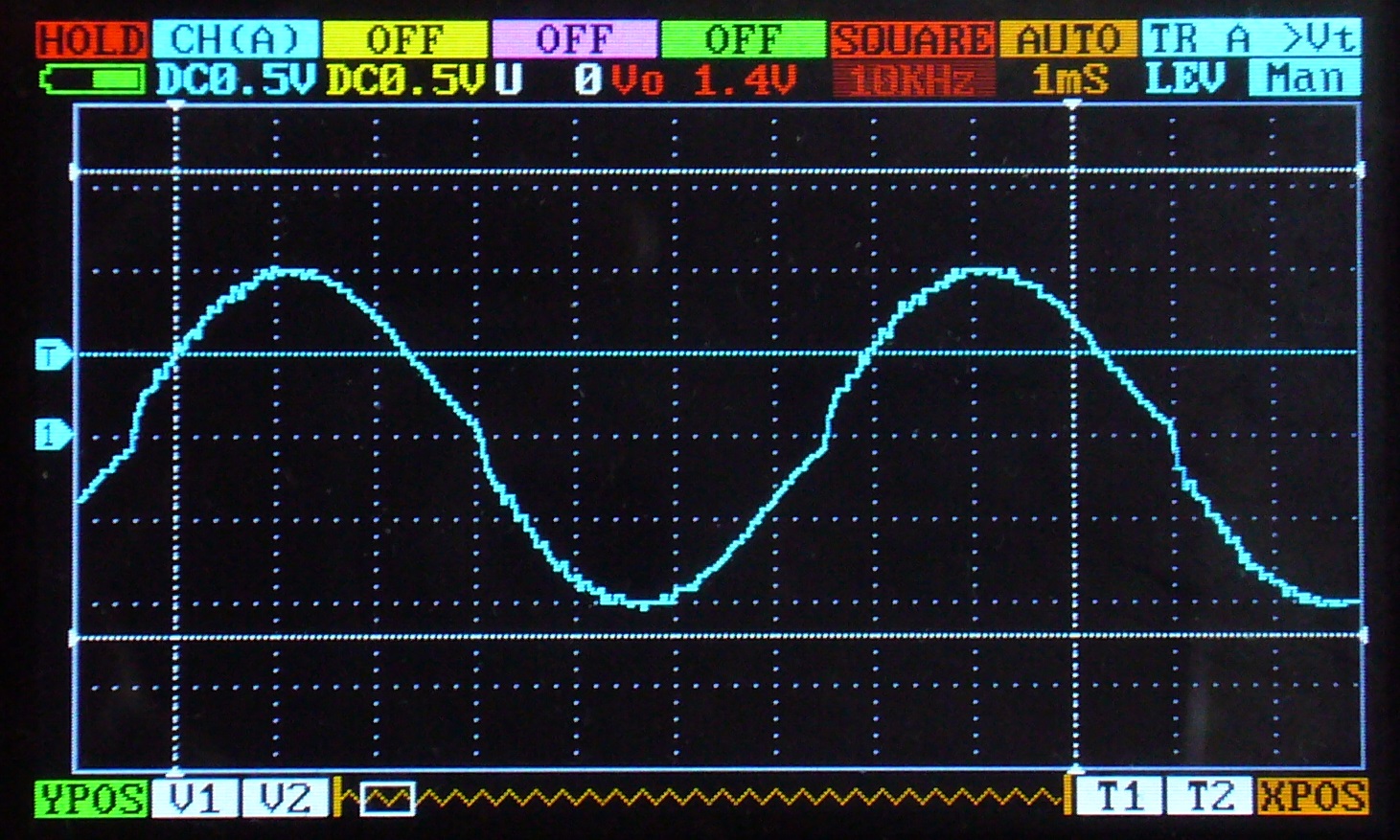
ということで、この時のCNCの電流波形を見てみると
CNCでは、F600~F700辺りが、正弦波と言える限界っぽかったのです。
つまり、3DPのF6000~F7000に相当することになります。
CNCの波形は、電流peak 1A
3DPの設定は、X軸は、0.5A、Y軸はちょっと上げて0.7A辺りです。
実際に電流を測定すると泥沼に嵌りそうなのでやめておきます(-_-;)
見ていくと、F600で歪が見え始め、F700はどうかな~って感じ
F1000では、明らかにイビツでした。
3DPも同じ様な波形になっているのだと思われ、
F700が限界で、つまり3DPのCircle TEST限界のF7000と同じ位です!
CNCのF500、1Apeak




プーリー径を大きくしてステッピングモータの回転速度を下げる(トルクは落ちる)
或いは、ステッピングモータ・ドライバをTB6560辺りにすれば
F10000~F12000辺りまではいけそうですが、
まあ、F7000:117mm/sec いけば十分なので、このままで満足です。
ということで、最終的な設定は、
EEPROM Travel Acceleration:3000 ⇒ 8000

この設定から

ついでにInitial Layer Speedも自動計算ボタンで 20.0mm/s にします。

0 件のコメント:
コメントを投稿