
ほんとに偶然ですが修理が立て込んでいます。
ダルトン扇風機の修理が終わった日に電話が(゚Д゚;)
「HDDレコーダーのが修理できるだろうか?」と
持ち込まれたのは、電気えんぴつ削りを引き渡した翌日であります。
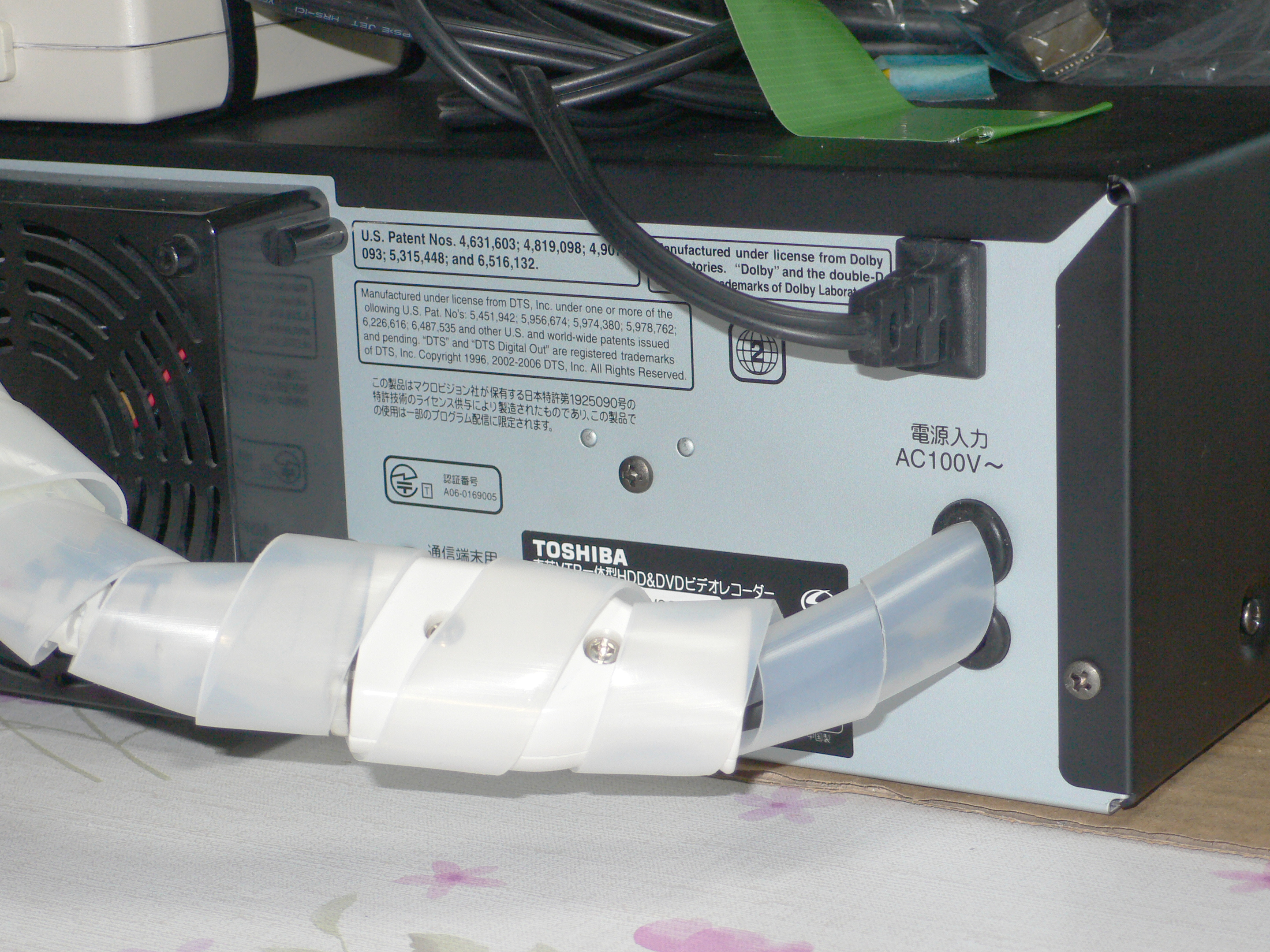
東芝 RD-W301、左の口:VHS で 右の口:DVD
+HDDレコーダー の三位一体型であります。
さすがにBlu-ray対応ではないですが


DVカメラ(デジタルビデオ・カメラ)用のDV端子も!
今どきのビデオカメラは、全てデジタルですが
DVは、デジタル記録方式として最初に世に出た規格ですね~


入出力端子の所を拡大
今どきのは、廃止されている
・D1/D2/D3/D4端子
・スカパー連動端子(スカパーチューナーと直結して制御できる)
・電話回線
これ以上のアナログ・デジタル混在は、ないでしょう!
まるでAV端子の博物館(゚Д゚;)
至れり尽くせりの大変貴重なモデルですね~

まだまだ頑張っていただきたいので、修理も頑張ります(^^)

<症状>
・起動後[HDD]モードのままにしていると
突然電源OFFになって[WAIT]表示になり起動しなくなる。
・起動したらすぐに[HDD]モードから
[VTR]や[DVD]モードに切り替えると
問題なく動作する場合が多い。
持ち込まれた時は、調子が良かったようで、
正常に起動して、HDDに記録された映像が観れました。
一旦、電源OFFしてからは「WAIT」表示から先に進まなくなったような。
「HDD」モードで突然電源OFFということは
HDDが劣化している可能性が最も高いので
事前に換装手順を調べておきました。
Panasonic DIGAでは、
事前に新規HDDの特定セクタにデータを書いておく必要があったけど
この東芝のは、だた、差し替えて、
最初に電源ボタン長押しでRESETして、
HDD初期化に進めばいいらしい。とのこと。
いきなりですが
乗せ換えたショットから(^^ゞ

それにしても
稼働時のHDDの振動音を静音化するインシュレーターが半端ない( ゚Д゚)
まず、ブラケット金具に取り付ける赤丸部に豪勢なゴムのインシュレーター
更にそれを本体に取り付ける所(青丸)にも同じものが!
前モデルでHDDの稼働音が煩いというクレームが多かったのかな~?

そのオリジナルのは、
Seagate ST3300820SCE 300GB 7200RPM
後で気づくに SATA150でした。

TOSHIBA DT01ACA050 500GB 7200RPM SATA600を

cG.png)
c.png)
mca.png)








これが、出ました!



次は、[HDD/ディスク管理]に行って

[HDD初期化(全削除)]します。



なかなかしつこいですね~
換装テストに使っております。
300GB以上をつけても、録画可能時間は長くならないとのこと。

CrystalDiskInfo Ver.9.1.1では、これ
使用時間:9463時間!だいぶ使い込んだ状態ですので、
ちょっと換装テストに使うだけです。
換装に成功したら、新品を注文する予定であります。
cG.png)
RD-W301には、新品状態だと思わせるため
Windows10のDiskpartで
PartitionなしのUn-Format状態にします。
c.png)
横道にそれますが
CrystalDiskInfoでは、500.1GB
上のDiskpartでは、465GB
Windows10のディスクの管理では、465.76GB
今回の用途には、支障ないですが、なんでだろう?
mca.png)
所が、電源ボタン長押しでRESETしても
[WAIT]表示になったままで起動しないのです。
HDDを元のに戻しても起動しなくなり
持ち込んだ時よりも悪化してしまいました(@_@)
AC電源コード抜いて~
しばし頭を冷やして、もう一度やってみようと
また元のHDDを外したり~
東芝のHDDを再度Windows10のDiskpartでCleanして
また着けたり~
先に言っておきますが
換装の秘訣①・・・「焦らずに待つ」であります(^^ゞ
AC電源コードを挿して
前面のLCDパネルの表示が[WAIT]のまま変化しません。
通常は、1分ほどで[WAIT]表示が変化しますが
換装後、初の電源入れは、2分ほど待った方がいいでしょう。
そして、電源ボタンを10秒ほど押しっぱなしにしてRESETします。

実は、最初、こんなに起動が遅いとは知らず、惑わされました。
今度は、根気よく1分ほど待ってると~
[WAIT]⇒[0:00]に変わって点滅しています!

今度は、電源ボタンを押すと
緑に変わり、また[WAIT]
でも、VTRのギアとかが微妙に動いてて
起動シーケンスを進めているのです。

30秒ほど経つと
おっ![00 00 00]に変わったぞ!
更にじ~っと待ってると~
出ました!

[了解]したいのですが
リモコンのボタンが反応しません。
右上に「読込み中」と矢印がクルクル回っていて
どうやら、これが終わらないとダメらしい

前面パネルには[ALERT]と表示されています。

1分弱だったか待ってると、右上の「読込み中」矢印がクルクルが消え
リモコンの[決定]ボタンを押すと


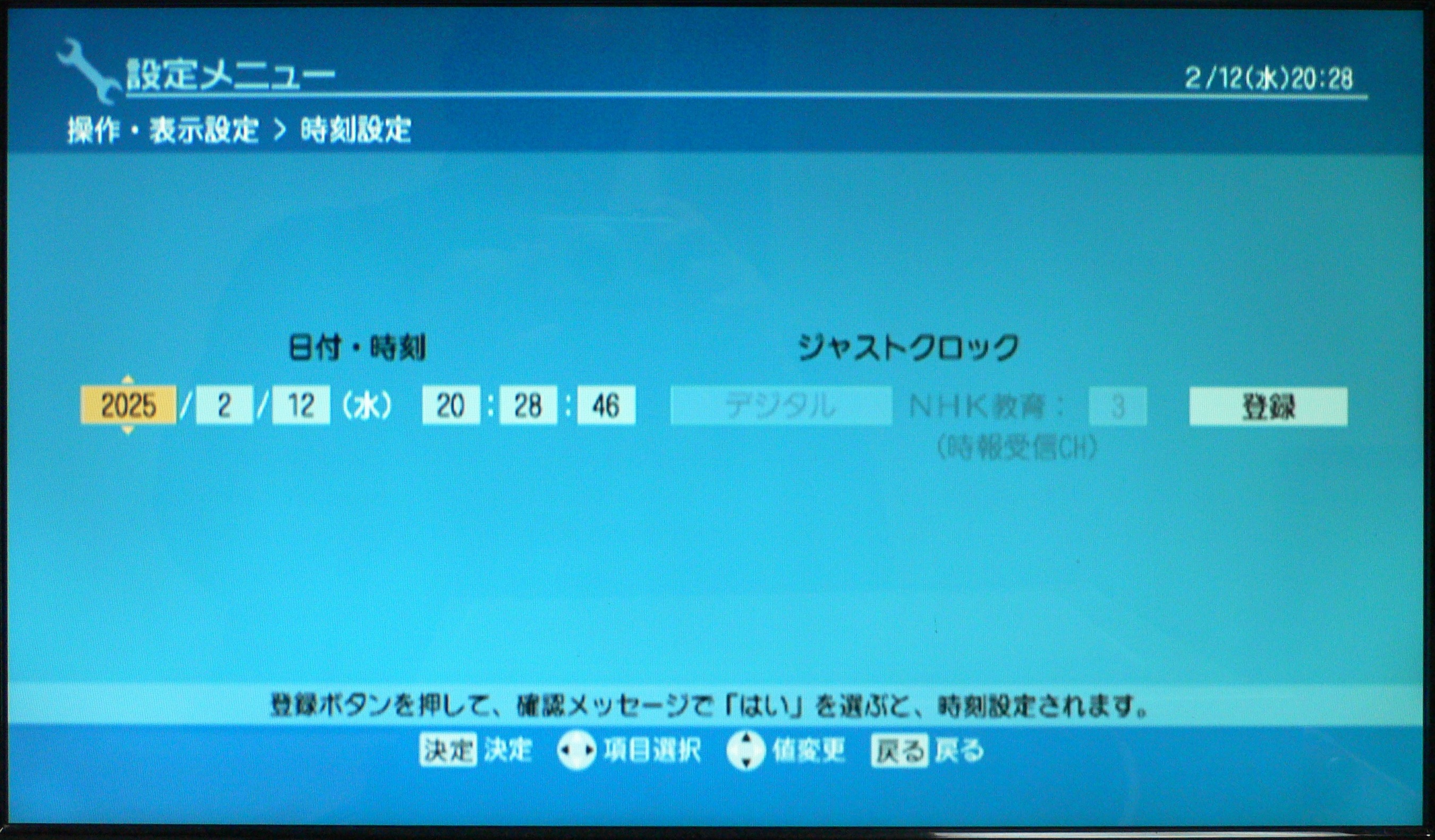
前面パネルは、こうなっております。

[時刻設定]に行くと
これが初期状態の様子、現在の日時を入力して
「0:3:54」は、設計者のみぞ知る秘密の時間かな?



ちなみに時刻を設定してないと
怒られます。

当然[開始]

早く先に進めないと、電源落ちそうでドキドキなんですけど~


もうすぐ100%ですが、
実は、これ3回目のトライだったか
前にここまでたどり着いたことはあったのですが
100%まで行かないところで、突然電源が落ちたこともあり
ドキドキなのであります(~_~)

100%まで行ったら

突然、真っ青に!
まるでWindowsのブルーバック(゚Д゚;)
精神衛生上よくない画面ですね~(^^ゞ

前面パネルは、正常のご様子なので、

初期化は、成功したもようで、ひと安心(^^)


反応して、この画面が出ました!

リモコンの[クイックメニュー]で


リモコンの[見るナビ]ボタンを押すと

やっと、換装成功であります\(^o^)/
換装の秘訣②・・・
「HDDは、AC電源コードを5分ほど抜いた状態で交換すること」
素早く交換すると、以前の状態が一部残っている様で
電源ボタン長押しでRESETしても、HDD交換のメッセージがでないことも。

[ディスク情報]を出すと

元の300GBのは、不調だったのでショットがありません。
500GBにしてるので、ちょっとだけ期待したのですが
調べると、元の300GBと同じで、録画可能時間は増えていません。

このレコーダー、起動がメチャクチャ遅いんです。
前面パネルに[WAIT]が出てる時間が長く
画面が出ても、[読み込み中、矢印クルクル]が続くし
次に進む前に、起動の様子を記録しておきます。
**********
< 初回起動 >
AC電源コードを抜いた保管状態から、AC電源コードを挿して、初めての起動
0 :
ACコードを挿すと[WAIT]が続く。まだ電源ボタンは、操作不可。
60秒後: 時刻表示になり、電源ボタン押下で赤⇒緑点灯、また[WAIT]表示になる。
その後は、下記の通常起動と同じです。
< 通常起動 >
AC電源コードを挿した状態(時刻が表示されている)からの起動
0 : 電源押下で赤⇒緑点灯、[WAIT]表示が続く。
2秒後: [WAIT]表示の横の[〇]が消える
30秒後: カウンターが[00.00.00]になる
34秒後: 画面にRDロゴが一瞬出る
37秒後:
画面右上に[読込み中]表示、小さな矢印がグルグル回りだす
39秒後:
地デジ映像が出るが、右上[読込み中]まだ消えず
70秒後:
[読込み中]が消え、スタートメニューが出て、リモコン操作可能になる。
OFF :
電源ボタン押下で、[終了処理中です]が出て
約3秒後に画面が消え、電源ボタン赤、時刻表示になる
※AC電源コード挿して、2分以上経過しても
[WAIT]⇒[時刻表示]にならない場合は、
換装直後の起動以外だと、故障と診ていいでしょう!
**********
さて、
電源ON/OFFを数回繰り返して、正常に起動したので
アンテナケーブルを引っ張り出してきて~

地デジのチャンネル設定します。

初期スキャン、地上Dだけにして、地域選択など
幾つかの設定画面を通って
UHF、CATVと進み


当たり前ですが、地デジが映りました!
換装後の初の地デジ

1分弱ですが、録画しました。

修理とは関係ないですが
妙な住所ができたというニュースが録画されてました(@_@)

次は、VHSテープを
依頼者さんが本機を修理したい理由は
古いアナログテープをデジタル化することなので
これが正常にできないと使い物にならないのです。
もはやマーティー工房にあるまともなVHSは、これ1本だけです(^^ゞ

メインメニューから[かんたんダビングする]にすると
矢印の位置を移動させるだけで、
どこからどこへダビングするか設定できるのです。
これは、素晴らしく使い易いですね~(^^)

1年ほど前に「MPEG2 to USB Hardware ENCODER」の
「IO DATA GV-MDVD3」中古¥980で入手できたのまで良かったけど
付属の「DVD MovieWriter 7 Special Edition for I-O DATA」で
MPEG2にデジタル化して~シーン編集して~
更に別のソフトでH.264/MPEG-4 AVCにしたのでありました。
お陰で、暫く腰痛と肩こりに悩まされたのでありました(^^ゞ

工房住人Cの幼稚園の運動会やら
クレヨンしんちゃんやら元祖ドラえもんやらでしたが、
無事、VHS⇒HDDへダビング成功であります\(^o^)/

喜びもつかの間
突然、地デジが映らなくなったのであります(゚Д゚;)
アンテナケーブルは、異状ないし
電源も落ちてないのです(@_@)

「E202」エラーとは、何だ?と
RD-W301の応用編マニュアルを探してると
これが目に入りました!
「内蔵電池」が付いてるのか!
c.png)
現在、この状態です。
c.png)
内蔵電池は、見えないので、DVDドライブの下ですね。




電源コネクタとフラットケーブルが抜けました。



電圧を測ってみます。

このコネクタは、赤部分を両サイド持ち上げるタイプです。
無理に引っ張ってコネクタを破損すると大変な事になります。
写真とってるので、片手ですが
最新の注意を払って、両手の指先を引っ掛けて
黒いバーをそ~っとゆっくり1mm程だったか持ち上げると
フラットケーブルは、スルッと抜けます。

電源コネクタは、ちと硬く嵌っているので
ショートノーズ・プライヤ(通称ラジオペンチ)で
ゆっくり押し出すように引っこ抜きます。


4本の取付ビスを外して
DVDドライブを外しました。
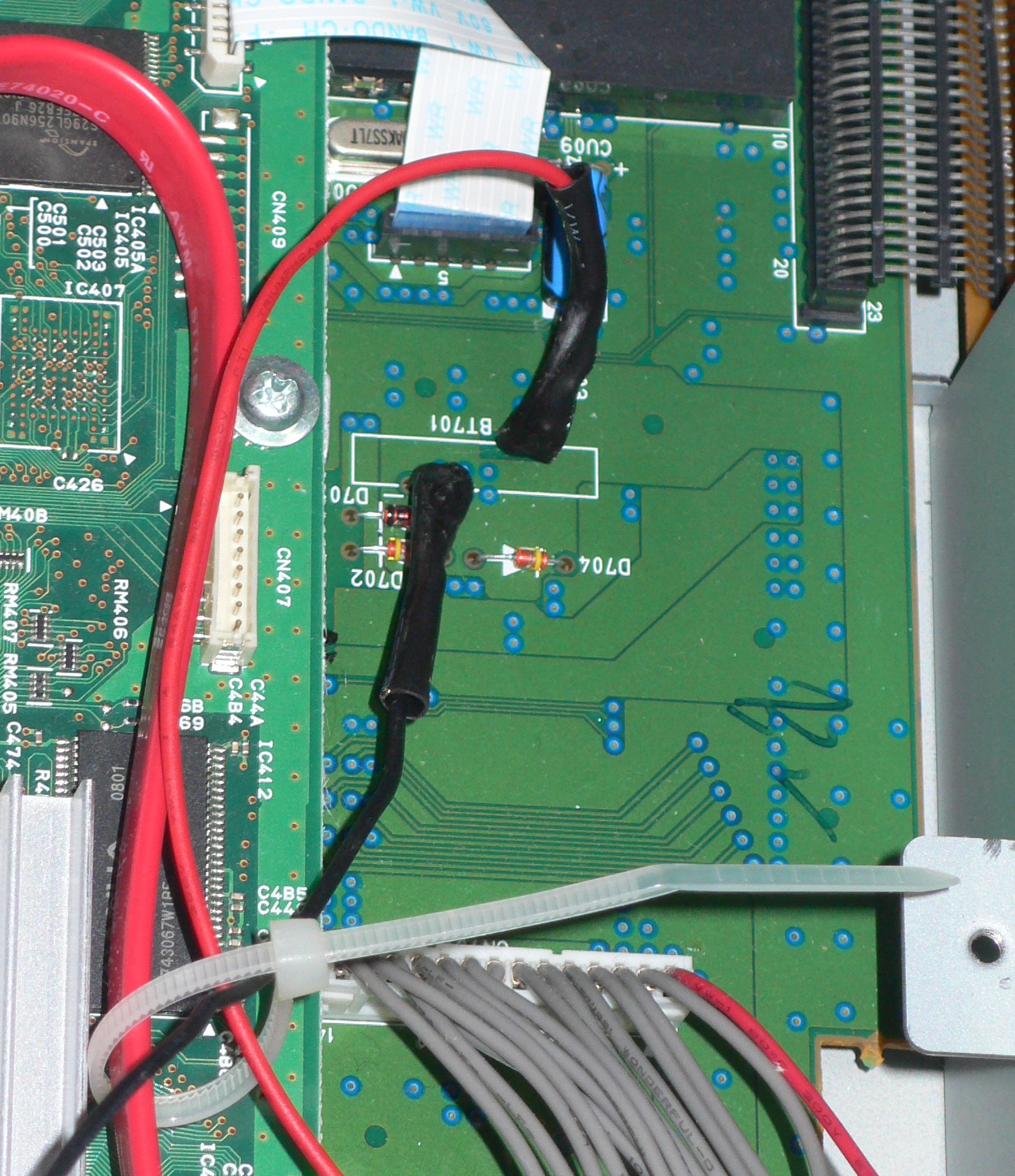
発見!黄丸部の物体が、内蔵電池ですね~

HDDのSATAケーブル、横に避けてもらって
拡大

電圧を測ってみます。

0.1Vってとこですね~
ほぼ完全に放電なさっております。

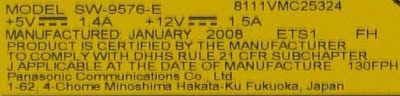
DVDドライブのラベルです。
SW-9576-E、前面パネルなし、一部改変された東芝専用です。
一般品は、SW-9576-C だそうです。
今はなき、Panasonic Communication Co., Ltd.
福岡市博多区美野島になっています。
もっと昔は、四国の寿製が主流でした。

I/Fは、IDEですね~
もはや、Panasonicサイトには、情報が存在しません(~_~)
I・O DATAのDVR-AM16CVシリーズの中身が同じなので
仕様を拝借させていただきますとm(_ _)m
DVD-RAMの殻付き(カートリッジタイプ)に対応してるんですね~
書換可能で長期保存性が格段に良いDVD-RAMだったのですが
2019年に製造中止になってます(T_T)
c.png)
さて、内蔵電池、半田付けされていますが、
たかが、内蔵電池交換にメイン基板を外すのは、リスク大なので(^^ゞ
表側から日本製のアングルニッパーで(^^)

電池のスポット溶接された所から剥がします。

PCの内蔵電池としても使われてますが

車のキーレスエントリーリモコンで使うので
たまたま先週、予備を2個買っております(^^)

最短で考えると3年もしたら、また交換するかもしれないので
外部に電池ボックスをつけて、簡単に交換できるようにしたいので
今後の為にも多めに発注しておきます(^^ゞ
c.png)
では、改造に取り掛かります。
バックパネルの写真中央上の赤点の所に穴を開けたいので

センタポンチ打って~
このセンタポンチツールは、先端を合わせて
後からグ~ッと押すと、内部のバネでバチッと打ってくれるので
この様な金槌が使えない場所には、とても便利です(*^^)v

これです。
執筆時点では、赤と青 417円(10%OFF、送料無料)でした。
約Φ5のシリコンチューブを

もしかして点滴とかに使われてるのと同じかな?


開きました!



穴開け終了!



外側も




リード線を通して~

半田付けの準備して~

半田付け終了!


半田ごての熱で縮めます。

まずは、Φ2のドリルビットで


内側は、切削屑が、基板に落ちないように
ガムテープで防御しております(^^)

次は、Φ4.5で


内側のガムテープを少し剥がすと
切削屑は、全てガムテープで受け止めれたようです。

大きいドリルビットを手回しでバリ取りします。


写真撮って切削屑が落ちてないことを確認しておきます。

シリコンチューブを通します。
思惑通りの挿入硬さです(^^)

リード線は、これ使います。




熱収縮チューブを被せて~

暴れないように、結束バンドでSATAケーブルと束ねます。
結束バンドで留めておきます。



既に電池ボックスは、発注していますが







「地デジの録画」と「VHSテープからの録画」
Clean%E5%89%8Dca.png)
c.png)

ほぼ2時間後

[設定の初期化中です]ってのが終わったら



時計は、RESETされてなく

DVDドライブを乗せて
フラットケーブルを挿し込みます。

ここは、しっかり挿し込んでないといけませんので~
写真撮って拡大して確認しておきます。
上の方のとブルーの出方が同等なので、大丈夫ですね(^^)

届くまで、この状態で作業を続けます(^^ゞ

AC電源コードを一旦抜いても
時刻がちゃんと表示されるようになりました。
今更ながら、ここは時計だったのか~と(^^ゞ
「0:00」の時「:」が薄くて見えなかったもので~
これ「12:40」ですが「:」が見えないんですよね~(~_~)

[HDD]モードで地デジを受信して
4時間放置しましたが、異常なしでした\(^o^)/
現在、東芝HDD 500GB、内蔵電池交換後であります。

もしかして、全ての原因は、内蔵電池だったのかも?
内蔵電池が空になって、システムが時刻を必要になって
時計をみると、「時刻がわからな~い(@_@)」と錯乱して
電源OFFしてしまってたのではないだろうか?
これは、元のHDDに戻しても大丈夫かもと
元のSeagate 300GBに乗せ換えてみます。

AC電源コードを挿して~
電源ボタンを長押ししてRESETして~
待って、待って、手順通りに進めると、この画面が出ました。
女性の目も怒ってるようですね~(^^ゞ

最初の東芝 500GBの時は、これでした。
どうやら、正常にHDD認識された状態で電源OFFして
HDD乗せ換えた場合は、上の表示がでるようです。
表示が異なるだけで、この後の手順は、変わりません。

HDDの初期化します。

もう何度もやってるので
100%のタイミングを逃さず、パシッ!(^^ゞ

1分ほどですが、異状なくできました(*^^)v
内蔵電池を交換した効果なのか!?
元のSeagate 300GBのHDDで大丈夫のようです(*^^)v

お試し録画の2つは、消去しておきます。



喜びもつかの間、
[HDD]選択状態で、地デジを流したままにしてたら
15分ほどだったか
突然、電源OFFになり[WAIT]表示に (゚Д゚;)
幸い、東芝 500GBで異状なく動作していて
元のSeagate 300GBのHDDが逝っても大丈夫なので
SATA to USBでWindows10に接続して診断することにします。
CrystalDiskInfo Ver.9.1.1での診断結果は、これでしたが
これでは判らない何か異常があるのではないだろうか?
Clean%E5%89%8Dca.png)
Low Level Formatすると
不良セクターを冗長セクターに置き換えてくれるそうなので
Diskpartで「clean all」します。
c.png)
3~4時間は、かかるだろうし、発熱もするだろうので
上にでかいヒートシンクを乗せて~
SATA to USB アダプターのアクセスランプがチカチカするだけで
Widows10のコマンドプロンプトは、黙ったままなので
ちと不安にはなるのですが

無事に終わりました(^^)
c.png)

c.png)
「クリーン」という字を見て
すっかり改善した気分で
また、元のHDD Seagate 300GBをRD-W301に乗せて~

起動したので、今度は[設定を出荷時に戻す]からやってみます。

最後にこれが出て、数秒後に

突然、電源OFFになりました(>_<)
ドキッとしましたが、時刻が表示されていて
電源ボタンを押すと、すぐに緑になって起動が始まりました。

最初にこの画面が出たので
工場出荷状態に戻ったってことですね。

チャンネルの初回スキャンをやるだけでした。

どういうわけか、






Clean%E5%89%8D%E5%BE%8CacG.png)
Clean%E5%89%8D%E5%BE%8Cacm.png)
cGa.png)
ロシア語ウクライナ語なので
c.png)
ca.png)
c.png)
発熱が大きいかもなので、放熱板を乗せて~

ca.png)
Read Time 200ms以上~600ms未満のブロックが
cc.png)

mc.png)
c.png)



薄型まな板の切れ端が転がっていました!

2液性なのですが、シリンジも、プランジャーも


接着剤が硬化するまで、ティッシュの箱を代替わりに(^^ゞ


CR2032を装着して

一応、電池ボックス外付化の完成記念の日付ショット(*^^)v

時計用電池ボックスを外付する前に

いつもの換装手順で進めて行くと~









電源OFFになりますが、仕様な動作なので




[かんたんダビング]のメニューです。

電源落ちて、VHSのカウンターは、RESETされてるので


mc.png)
c.png)
cG.png)
c.png)
6分ほどかかりました。
Gc.png)
c.png)
中央の所、352.87GBの所まで、
Gc.png)
Gc.png)
ちと気になるので
Gc.png)
2回目で良くなっちゃいました(^^)
Gc.png)

AC電源コードを挿して、電源ボタン長押しでRESETして


リモコンは、全く反応しないので

再起動すると、さすがにこれが出ますね~


初期化が終了すると、正常な電源がOFFになるので

最初に[HDD初期化]していますが

[HDD初期化]しておきます。








[見るナビ]でHDDの中身を見ますが








ダビング開始から16分46秒後の全景

41分31秒地点クリア(^^)





HDDには、ちゃんと記録されてました。

ファームウェアをアップデートすれば、治るかもなので
[通信設定]でイーサネット接続[利用する]に変更します。

この画面がに変わるので
はあ?!
おっ! 96%からリトライ!

前面パネルは、時刻表示の待機状態になってしまってます。

一連の電源落ち症状ではなく

東芝 REGZAのサイトには、c.png)
c.png)
cc.png)

RD-W301との接続は、DV端子
専用ケーブルを挿して

RD-W301には、前面パネルにDV端子があるので
挿します。

ビデオカメラ、テープ共にご健在か確認!


ここはデフォルトで行きますが
[停止(保存)]します。


[終了]すると

編集ナビの画面になります。
編集メニューが出ます。

では、電源原因が確定なので
2つの多ピンコネクタを外して
VTR部と電源ユニットの間の仕切り板を外して





やっと、横向きにできて


中央下の黄:12V、赤:5Vです。

HDDのフォルダーも初期化されて、この状態なので

メインメニューから[HDD初期化]やれば、
これに戻ります。

このまま、数時間エージングして
突然の電源OFFがないか、様子を見ることしようかな~と
ちょっと[放送切換]を押してみたら、
リモコンが全く反応しなくなりました。
電源ボタン押してもOFFになりません(~_~)
仕方ないので、電源ボタン長押しで強制終了!

起動は、普通に起動したのですが
大谷さんが現れて、この警告が!

前面パネルにも[ALERT]が!

この後、もう一度、
[設定を出荷時に戻す][HDD初期化]しましたが
今度は、[チャンネル]ボタンを押した途端にフリーズ(>_<)
これで、元のHDD Seagate 300GB、NG決定です(T_T)

元のHDD Seagate 300GBを一旦外して起動した時、
この警告が出たのは、異常を検出してだったのだろうか?
真相は、判りませんね~


修理が終わって執筆中にまじまじと分析してみると(^^ゞ
7200RPMなのに、SATA150だったのか~
温度・使用時間は、当然異なるので別として
字が小さくて、数値が読めないので
Clean%E5%89%8D%E5%BE%8CacG.png)
少し見易くしました(^^ゞ
・シークエラーレート:2D11EC ⇒ 344D09
差は、+73B1D(16進)= 473885(10進)
の変化は、大き過ぎる気がします?
・ハードウェアECC検知エラー回数:6ECEE3E ⇒ 6ED592D
差は、+6AEF(16進)= 27375(10進)
「代替処理済のセクタ数」「代替処理保留中のセクタ数」は、異常なく
変化もしてないですね~
RD-W301では、使えないことになりましたが
どちらも「正常」になってるので
普通のデータ用なら使えるんだろうか?
Clean%E5%89%8D%E5%BE%8Cacm.png)
「シークエラーレート」とは、
・HDD内部の磁気ヘッドに関する情報
・磁気ヘッドの移動(シーク)時にエラーが発生した数値が記録される
この数値が高いとHDDの磁気ヘッドに問題がある可能性がある。
ということです。
そのエラーを「ハードウェアECC」で回避しようとしているが
「ハードウェアECC検知エラー回数」は、回避できなかった回数でしょう。
現在、調子よく動作している東芝 500GB
RD-W301に乗せる前にチェックしたのは、これ
「ハードウェアECC検知エラー回数」の項目は、ありませんが
「シークエラーレート」オール「0」であります。
これが、普通の姿なのでしょう。
cGa.png)
長くなりますが、解析が続きます。
CrystalDiskInfo 9.1.1では、S.M.A.R.T.情報のみの表示なので
今回、探して見つけた
14, Oct. 2021 ReleasedのVersion 537を初めて使います。
Chromeで英語に、Braveで日本語に翻訳しました。
S.M.A.R.T.情報は、CrystalDiskInfo Ver.9.1.1と同じなので
まずは、わりと短時間で済む
[Quick surface scan with graph]ってのを
c.png)
それでも約10分ほどかかりました。
全てじゃなくて飛び飛びでBlock単位のRead Testするようです。
block size:256 なんですね~
SPEEDのグラフは、最後が急に速くなってますが、
特に遅い所は、見当たらないので、良さそうに見えますが
中央の所を拡大すると~
ca.png)
ほとんどが、5msec以内の応答速度ですが
50の所、つまり、20m以上~50msec以内:2
200の所、50m以上~600msec以内:1
これが、異常を起こしてた原因だったようです。
なかなか優れもののツールです(^^)
cc.png)
cc.png)
では[Full surface scan with graph]ってのをやります。
Quickで10分だったから、Fullでは、何時間かな~?
c.png)

夜中に放置して、3時間かかったようです。
Read Speedのチェックをフル領域でやりました。
全体でみるとSpeedは、問題ない様子ですが
ca.png)
21個もありました!
前のQuickのグラフもですが、Low Level Format後です。
S.M.A.R.T.情報と合わせると
磁気ヘッドのシーク(移動)時にエラーですね。
cc.png)
元のSeagate 300GBは、ボツ決定したので
また、東芝HDD 500GBに換装して
起動して、地デジが映ることだけ確認して、電源OFF!

新品のHDDにすること決定なので
今付けてる東芝の同じ「DT01ACA050」を探していると
これが目に留まったのでありました。
Western Digital WD5000AVDS
500GB、5400rpm、ATA300
昨今のマーティーの中でのメーカー嗜好順位は、
Western Digital、東芝、Seagateなのです。
mc.png)
レビューをいくつかみると
・AV機器向けに特化したAV-GPシリーズ
・5400RPMで、低消費電力・低発熱
・HDD・BDレコーダーやTV録画PCなどで
耐久性を維持できるように
ファームウェアがチューニングされている
・今は、この用途のは、PURPLEになっている
とのこと。
スクショは、撮り忘れましたが
現在は、2T、3Tしか製造してなく、たまたま売れ残りなのか、
新品未開封、箱無しのバルク品で、4,020円なのです。
東芝のは、4,600円辺りでした。
すぐに、ポチッと!(^^)
c.png)
そうこうしていると
CR2032の電池ボックスがポストに入っておりました(^^)

背面のファンの横に丁度いいスペースがあるのです。

電池ボックスの裏面、端子剥き出しなので
絶縁するシートが必要です。
「コルクシート粘着付」・・・粘着テープじゃな~

確か、PE(ポリエチレン)だったかと
工房では、こんな小さな切れ端も簡単には、捨てません(^^)
斜めカットは、失敗ではありません(^^ゞ


いい感じに入りそうです。





開けました!

でかいカッターナイフで
凡その外形にして~


上のM3ネジを1本外してみます。
上下2本で固定も楽そうです。

内側は、これ
仕切り板というか外殻補強板を留めているネジです。

拡大
このネジが流用できますね~(^^)

先ほどカットしたまな板のプラ板にネジ穴を開けます。

表面に滑り止めのギザギザがあるので、接着にはいいです。












元のネジで取り付けてみます。
ドンピシャです!(^^)!

内側を見ると
プラ板の厚みがあるので、ネジが今一短いですね~

ちょっと長めのネジに換えます。
プラ板なのでツバも大きめです。

この彫刻刀で形を整え、R付けて~

電池ボックスとCR2032を乗せてみます。

電池ボックスの裏側にリード線を半田付けしますが
半田付けの分が盛り上がるので、
まな板プラ板の方に彫刻刀で窪みを掘っております。

半田付け終了

ズームイン

電池ボックスの裏側と接着するので
傷をつけまくります。

まな板プラ板は、PE(ポリエチレン)で
通常の接着剤では、着かないので
これのプライマー(右側)を塗っておいて~

前回、電気鉛筆削りのギア修復で使用して
なかなか良かったので、またこれにします(^^)

2連になってて、同時に出せるようになっているのですが
またもや、一方が先に出ようとするので
プランジャーを片方づつ作戦で(^^ゞ
今回は、必要分だけ出すことができました(^^)

爪楊枝で注意深く塗ったつもりですが・・・
拡大してジロジロ見ないように(^^ゞ


3時間後、ツバの広い長いネジで取り付けます。

時計用電池の外付け化、終了であります!(^^)!
これで、いつでも交換できます(*^^)v


起動して、時刻設定します。

最後に、時計が0:00になってるので

あっ!「0:2:16」ってのは、起動してからの時間でした~
今頃気づくマーティーであります~(^^ゞ


東芝の500GBに換装していたので
その時、チェック内容を少し記録しておきます。

やはり、正常に終了できない状態でHDD入換えると、
最初の起動は、これになるのかな?

[スタートメニュー]から[HDD初期化]して
Seagate 300GBでフリーズした[放送切換]を確認します。
普通に、地デジ⇒BS⇒CS⇒地デジ、と切り換わります。

[チャンネル]も、これの下方向のボタンも
全く異状は起こりません。
やはり、東芝の500GBは、調子がいいですね~
明らかに、元のSeagate 300GBに異常があったということです。

まだ、新品のHDDは、届いてませんが
このまま、東芝のが調子いいので、一旦カバーを被せて
エージング放置してみます。
修理終了も近そうなので、テーブルも片付けております(^^ゞ

1時間ほど別の部屋に行って、戻ってくると
電源がOFFしとる( ゚Д゚)
少し冷静に戻って・・・
[WAIT]ではなくて、時刻表示だな~

電源ボタン押すと、普通に起動しました。
ん?さっきは、無意識に電源OFFして、立ち去ったのかも?
以前、4時間異常なかった実績があるのに
信じられないので、もういちど放置!

やっぱし、30分ほどで電源OFFになり、時刻だけ表示しています。
電源ボタンで普通に起動して
[チャンネル]や[放送切換]しても異常なしです。
換装した時に[HDD初期化]だけやってたので
[設定を出荷時に戻す]します。

当然[はい]

これが出て~

これに変わると、数秒後に
電源ボタンを押して起動させます。


デフォルトのまま

ここもデフォルトで

一応、この先も全て記録しておきます。

九州なので

マーティー工房は、福岡地区の~


[次に進む]して


ここから、チャンネル設定です。

一般注意

UHF13~52chまでスキャンしたら~


やっと、地デジが映ります。

現在、一番上のが映っています。


換装後の最初に[HDD初期化]してたら

最初にこれが出ます。
チャンネル設定がRESETされてるので
地デジ映らずブルーバックです。

今は、地デジのケーブルしか繋いでないので






福岡です(^^)
アナログ放送の時代は、マルチパスを避けるために
素子の多いUHFアンテナ+ブースターで「久留米」を受信していました。


修理中は、ネット必要ないので
デフォルトの「利用しない」




CATVスキャンが続いてて、CATV113で終わりです。



時計用電池が正常で時刻も合わせてると
[設定を出荷時に戻す]しても
時刻は、RESETされてなく、調整不要でした。
[設定を出荷時に戻す]しても、ここは、消えないんですね。
換装の秘訣③・・・
「[設定を出荷時に戻す][HDD初期化]の両方をすること」

まっさらのHDDを換装した場合は、
[設定を出荷時に戻す]だけを行っても
[HDD初期化]しないと、こうなっています。
念の為、[放送切換][チャンネル]ボタンなどを
チェックしましたが、異状なし!
今度は、1時間近く経っても、電源OFFにならなくなったので
ディスプレイだけ電源OFFって、一晩放置することにします。

13時間後の翌日の朝、異常なし、ご健在であります\(^o^)/
ふ~っ!
HDD換装したら[設定を出荷時に戻す]が原則のようですね~

もう調子はバッチリの様なので
依頼主さんにとって最大の重要事項である
このVHS 120分テープ全域をHDDに録画してみます。

とても分り易いですね~






しかも、全く録画されていません。

既に巻き戻していますが
「テープ頭からダビング」にして
「ダビング終了後: 電源入り継続」にして
[ダビング開始]!

再生が始まりました。
2002年のにしては、なかなかの写りです。
左側のオーバーシュートがいかにもアナログーって感じですね~

25秒経過
異状なくVHS⇒HDDに録画されてるようです。

席を外して、30分後、順調かな~?
ありゃ~! 電源落ちてます~(>_<)

HDDに書き込んでいたものの
ファイルの情報を書き込む間もなく電源が落ちたのでしょう。
電源OFFっても、HDD電源は、供給されてて
HDDが急停止するわけではないので、
そこだけが救いであります(~_~)

VHSを巻き戻しました。
開始から16分25秒後に電源が突然落ちたってことですね~

やっぱし、早く新品を着けたいな~
・・・・・あのWestern Digitalが、届きました!

が、ポチッた直後に
あの Western Digital WD5000AVDSは、
プレミアムがついて、楽天での最高値は、これ!
【中古】なのに「未使用・未開封品」ってのも変ですが
mc.png)
他の中古も、2万円台がザラ(゚Д゚;)
c.png)
マーティーがポチッたのは、もしや、中古どころか偽装品かも?
SeagateのHDDでは、S.M.A.R.T.情報をRESETしたという
偽装新品が出回って、大問題になってるという情報も見つけてしまって
不安は、高まるばかり(@_@)
返品の可能性もあるので
動画で記録しながら、開封~チェックして
最初にCrystalDiskInfo Ver.9.1.1でチェックしたら
電源投入回数:2、使用時間:0
届いて、初の電源投入で「2回」がちと気になりますが
目出度く、新品のようです。
cG.png)
が、S.M.A.R.T.情報をRESETしてる可能性が拭えず
Seagate 300GBのチェックをやった
14, Oct. 2021 ReleasedのVersion 537を使います。
まずは、Quick診断
c.png)
良好ですね~
どうやら、ホントの新品のご様子(*^^)v
Gc.png)
300GB~500GBで3時間ほどかかりますが、
Read Speedのチェックをフル領域でやります。
c.png)
全て「25」と「100」に入っていました。
いや~、このツール、メチャ時間かかりますが
その分、安心度も高いですね~
Gc.png)
が、終了したら、中央の「1.0s」の所に「1」が!
上で、352GBまでは、OKだったわけで
300GB以上の領域は、使わないので支障ないのですが
まあ、これで、正真正銘の新品に決定ですね\(^o^)/
日本に1個しか残ってなかった適正価格の新品だったのかも?
Gc.png)
437.8GB辺りで落ち込んでるとこまで追い込んだのですが
Gc.png)
Gc.png)
では、WD AVDSに換装します。
黄緑が新鮮でいいですね~(^^)

初回の起動は、これでした。
ここのメッセージボックスは、2通りありますが
どちらが出るが、法則が判らず仕舞いです。

つい先を急いで、
[HDD初期化]だけやったら
[チャンネル]押しただけで、フリーズ(>_<)

電源ボタン長押しで、強制終了!


先の健闘で換装した時は、
[設定を出荷時に戻す]しないといけないと分かってたのに
忘れておりましたので、仕切り直しです(^^ゞ

電源ボタン押して起動します。
お馴染みのこれを進めて行って~

念の為、[スタートメニュー]の[設定メニュー]から


[HDD初期化]だけだと、
緑丸部のボタンを押すと、フリーズし易いんです。
[設定を出荷時に戻す]した後は、全く異状は起こりません。
HDDの制御系とどういう関係があるのが見当がつきませんね~

では、VHS⇒HDDの耐久テストやります。
これ以上の完璧なものはないほどのHDDにしたので
筐体も装着して、ネジまで締めての開始であります(*^^)v

VHS⇒HDDダビングにして

[テープ頭からダビング]にして~

終わっても電源OFFしないモード[電源入り継続]にして
[ダビング開始]!

開始から 31分6秒 異状なし(^^)

もうそろそろ1時間かな~
と、視察に行くと~
えっ!あっ!うっ!そんなバカな!あり得ない!

何も録画されていません(>_<)






ca.png)
Gca.png)
c.png)


上蓋を開けます。




テープが録画されてない部分にきたのかも?と確認しますが
前後は、何の乱れもなく、映像が存在しているのです。
テープを巻き戻すと、
41分55秒の所で、電源が落ちてました(@_@)

どうしても信じられず
どこかで設定を間違えたかな~
ここは、写真を確認しても[電源入り継続]になってましたが
念の為[変更]ボタン押して、選択を上下させてから
[電源入り継続]にして、
2回目の[ダビング開始]!

ダメだ~(>_<)
気まぐれではなく、確実に再現するようです。

VHSを巻き戻すと、さっきよりは、進んでるものの
53分46秒でダウンしております。
新品完璧のWestern Digital WD5000AVDSにしたのに
東芝 500GBでのVHS⇒HDD録画記録 16分を超えただけなのか~(@_@)

VHS⇒HDDを1分ほどダビングすると
ちゃんと記録されてサムネイルができて、再生もできるので
録画機能そのものには、異状ないと判断できます。
ここまでで、解った事と言えば、
HDDを変えると、ダビング耐久時間が変わるってことですね~(~_~)

ちょっと、RD-W301さんから離れて~
先に使ってた、中古の東芝 500GBを外してたので
Quick Scanをやってみると
200GB以内の所で、中央の「1.0s」に「1」が立っています。
やはり、これが、VHS⇒HDDを長くできなかった原因かな~
しかし、そんな所まで書き込みしてないと思うのだが
そもそも、DT01ACA050は、32MBキャッシュ積んでて
地デジ放送のビットレートMax:16Mbpsなので、
皮算用でも 32÷(16÷8)=16sec もキャッシュできるわけで
1sec遅れた所で異状は起こらないはずと考えるのですが・・・
ca.png)
CrystalDiskInfo Ver.9.1.1で診ても
「シークエラーレート」の「生の値」は、オール「0」なのです。
どうも、RD-W301さんの挙動と、HDD診断結果の辻褄が合いませんね~
Gca.png)
今日の作業は、止めて
頭を冷やしたいと思います。
ちょっと、ダラダラと思考を書きなぐっております(^^ゞ
そもそも、電源が落ちると云ってきましたが
・電源ボタンは、赤で点灯
・HDDは、回っている
・前面パネルは、時刻を表示している
・電源ボタン押せば、普通に起動して、何のエラーも吐かない
つまり
電源OFFではなく、CPUは、ずっと正常に動いていて、
CPUが、待機状態にさせる指令を出してるのではないかと?
何かの異常でRESET信号を出して、起動時の待機状態に戻った?
どこかジワジワ発熱してサーマルシャットダウンさせたとか?
内部は、メチャクチャ綺麗で、塵一つないので
埃で冷却の通風が悪くなっての発熱は、考え難いです。
もしかして、電源が弱っているのか?
コンデンサの容量抜けでピーク電流に耐えれなくなって
電圧低下を検出してRESET信号を出したのかも?
HDDの比較表を作ってみました。
元のSeagate ⇒ 東芝 ⇒ Western Digital と換装しました。
Power(消費電力)は、Seagateより東芝が低く
たぶん、実際のWestern Digitalは、東芝よりも低いのではないかと。
これまでの「HDDの差」による「RD-W301挙動の差」は、
「Power(消費電力)の差」ではないかと推測するのであります。
右端の東芝2.5inchは、工房にあったので、後ほど登場します(^^)
c.png)
もしそうなら
消費電力がダントツ低い2.5inchのHDDでやってみるか
或いは、HDDの電源だけ、外部電源から供給してみれば
真相が解るハズです。
そもそも、RD-W301は、ACコンセントに繋ぐだけで
電源OFFの赤ランプ状態でもHDD回ってるんです。
ACコンセントを抜かない限り、停止しません。
ありました!
IDE to USBの変換BOXです。
この電源が使えますね~(^^)

電源のACアダプターは、12V 2.5A

この中の基板上で、12Vから5Vを生成しています。

5V、12V、GNDの
Peripheral Power Connector(DOS/V機用の内部電源コネクタ)なので
SATA電源コネクタへの変換は、このケーブル使います。

更に
中央:DOS/V機用の内部電源コネクタの分岐ケーブル
左:ミノムシクリップのリード線

外部電源の準備が整ったので

RD-W301のHDD WD5000AVDSの電源だけ
外部電源からの供給に配線しました。

ズームイン

全4線がフローティング状態ではまずいので
外部電源のGNDとRD-W301の筐体を
白のミノムシクリップリードで接続しています(水色丸部)

まず、HDDの電源である外部電源を先にONします。
RD-W301のAC電源コードは、抜いた状態です。

IDE to USB変換ボックスの
強烈なブルーのイルミネーションが点灯します。

次にRD-W301にAC電源を供給します。

普通に起動するので、そこは、省略(^^)
早速、VHS⇒HDDダビング耐久テストを始めます。



Seagateや東芝のは、7200RPMなので、
回ってる振動が、よく判りましたが
このWD5000AVDSは、5400RPMで、メチャクチャ振動が少ないです。
手で触って回ってるのが微かに判る程度。
さすが、低振動を謳ってるだけあります。

黒体反射じゃないので、正確な温度じゃないにしても
40分以上も連続書き込み状態で21.8℃
かなりの低発熱HDDですね~
これは、なかなかいいHDDであります!(^^)!

ちなみに室温です。
築50年以上の木造建築なので、湿度は高め

実は、HDDの温度を測る時にストロボ焚いて
パシッと光った途端、録画停止( ゚Д゚)
更に、その瞬間をもう一枚パシッと光った途端、
テープの巻き戻しが始まり、排出されたのでありました(゚Д゚;)
VHSのテープ最後を検出するフォトダイオードに
ストロボの光が入って、テープが最後だと誤検出したのです。
うかつでした~(^^ゞ

45分58秒でした~(^^ゞ



なかなか順調です(^^)

2時間2分7秒

また、最初からやり直しです~(+_+)
今度は、VTR部分の上に段ボール板で遮光しております(^^ゞ

1時間をクリアしました。
順調であります。

もう少しで2時間テープが終わりです。

もうすぐテープも終わりそうです(^^)
ストロボは、焚いておりませんよ(^^ゞ




もうストロボ焚いてもいいので(^^ゞ

遂に、テープの最後までダビングできました\(^o^)/
電源が原因であることが確定でありますね~

テープは、自動的に巻き戻しされています。

ちゃんとサムネイルもできています。
2時間3分59秒

もうストロボ焚いてもいいので(^^ゞ
HDDのこの辺が最高温度のようですが
2時間の書き込み後、25.0℃ (・。・)
実にいいHDDでありますね~

電源ユニットの外殻は、20.6℃
室温は、記録忘れましたが、18℃辺りかと(^^ゞ

ファームウェアをアップデートすれば、治るかもなので
LANケーブルを接続して~


[本体ユーザー名]と[本体パスワード]が空白なので
入力して[登録]すると

横のタブの画面に変わるので

[DHCP(自動取得)]を[使う]にして
右下の[接続確認]します。

これが出て

[了解]して


[ソフトウェアのダウンロード]に行きます。

[サーバからのダウンロード開始]します。


96%! もうすぐだ!とワクワクしてたら



IPアドレスとかが入っているので、再度[登録]


もう[放送からの自動ダウンロード]は廃止されてます。
一番下のバージョン、グレーアウトしてて見え難いですが
[ソフトウェアバージョン 04 / MC64]
ちと古いかな~(~_~)

最終確認のポップアップが2回出た後
ダウンロードが始まります。
ダウンロード中は、電源ボタンが赤点灯です。


はあ?!
これは、すぐに消え

おっ! 96%からリトライ!

が、安心する間もなく
数十秒後に画面が真っ暗に(゚Д゚;)


一連の電源落ち症状ではなく
電源ボタンで普通に起動しました。

公式サイトのアップデートの所を観ると
正常にアップデートできたら、自動的に電源がOFFになる
と載ってるのですが・・・
バージョンの所、案の定、変わってなく
[ソフトウェアバージョン 04 / MC64]のまま(~_~)
96%まで行ったのに悔しいな~

東芝 REGZAのサイトには、
まだ、RD-W301のアップデート情報が載ってるんですがね~
c.png)
ちなみに、過去の履歴が載っています。
「04 / MC64」とは、下から2番目の事なんだろうな~(~_~)
まあ、VHS⇒HDD⇒DVDへのデジタル化に使う分には
気にしなくていいかな(^^)
c.png)
それよりも、2つ上のスクショの一番下
「DV連動録画ができない場合がありましたが改善しました」
アップデートできなかったけど
大丈夫なんだろうか?
cc.png)
依頼者さんのデジタルビデオカメラとは、異なりますが
DV連動録画をテストしてみます。
テープは、DV規格のMiniDVです。

i.LINK端子、IEEE1394 4pin、FireWire400
色んな名前を持っています。


RD-W301には、前面パネルにDV端子があるので


VGA画質ですがデジタルなのでキレイです。
MPEG2っぽいですが、時間軸の圧縮はなく、
Motion JPEGみたいな感じなのかな、音声PCMだそうです。

DVカメラを再生モードで停止状態にしておいて

RD-W301のリモコンで
[編集ナビ]-[クイックメニュー]すると
この画面になるので
[DV連動録画]を選択
(前にVHS録画したのを選択してるので項目が沢山でてます)

自動チャプター分割に[日付][シーン切れ目]あるのは
便利そうですね~

ここもスルーで[録画開始]!

自動的にDVカメラの再生が開始されると同時に


HDDへの録画が開始されます。

この画面で[フル画面表示]ボタンを押すと

こうなります。
さすがに、昔ながらのアスペクト比ですが


さすがに、昔ながらのアスペクト比ですが


DVカメラが停止して
画面が真っ黒になりますが右下メニューは、残ってて、右上に[読込み中]が出ます。
このDVカメラとの連動録画は、異状なしですね~(^^)


DV録画したのは、最右ので、
そこでリモコンの[決定]押すと


では、電源原因が確定なので
分解していきます。
メイン基板の方にコネクタがあるので
DVDドライブを外して



電源ユニットからVTR基板へのコネクタを外して

次が、なかなか苦労しまして
中央下を拡大すると

この様に、電源ユニットのビスが
VTR基板に切り欠きがあり、下の潜り込んでいるのです。

電源ユニットを写真で上方向にグッと寄せるのですが

少ししか上がらず(+_+)
VTR基板を押さえつつ、電源ユニットを引き上げて
やっと擦り抜けました。

電源コード、短くて引き抜き難いのを抜いて~

背面のファンのコネクタが、こんな所にあって

やっと、横向きにできて
最後の1本のビス(中央の)を外して

電源基板とご対面であります。
ガラエポ(ガラスエポキシ)基板で、なかなか豪勢です。
利器率改善用チョーク(左下)がメイントランスよりでかいのは
ちと笑えます。

現在の全景
それにしても、この内部、塵一つないんです(・。・)
HDDの使用時間は、約7000時間、電源投入回数、2500回以上
普通、ファンが付いてると、かなりの埃が内部に積もるんですが
まるでクリーンルームで使われてたかのようなのです。
強烈な空気清浄機を置いてるのだろうか?
引き渡す時に尋ねないと(^^ゞ

半導体がジワジワ弱くなるっては、考えにくいので
弱るとしたら、電解コンデンサの容量抜けか、
コイルのコア割れかな?

コア付コイルは、赤丸部の3個ですが

どれも異常なしです。

電解コンデンサが劣化すると

上部が膨れることが多いので
ストロボなしで暗めに撮った写真でも確認して
現物もじ~っと確認しますが、怪しい奴は、いないようです。
一個一個外して確認するのもなんだし~(@_@)

裏面

他にもズーム撮影して確認しましたが

半田クラックは、見当たらず。
というか、ネットには「突然電源が落ちてWAITになる」の報告が
とても多いので、単純な故障ではなさそうです。

基板の型番
PC-POWER-XV81G28DA0000113

検索して見ました。
「G28DA0000113」や「G28DA0000 W301」では、何も出てこず
「G28DA0000」だけだと
TOSHIBA PC−DIG−E301 G28DA0000951−1 基板
東芝製のデジタルビデオレコーダー「RD-E30」用
が、検索リストには、出てきますが
もはや、サイトは存在しません。
「PC-POWER-XV81」だと、ヤフオクに出てまして
動作確認済み 東芝 RD-XV81 電源
PC-POWER-XV81 G28DA0000111
な表題で、外観も極似で
誰~も入札してないので
1,000円+送料 1,500円で落とせるかもですが
「RD-W301」用ではなく「RD-XV81」用だしですね~
執筆中にこんな口コミを見つけました
やっぱし、そもそも電源が非力なのだろうか?
「電源への負荷が大きくなるので・・・」
「・・・」の所が最も知りたい情報なのですがね~(~_~)
ca.png)
ということで、これ以上眺めたり
波形を確認しても、何も得られず、時間の無駄になりそうなので
HDD電源は、外部供給で動作させる改造をやって
この電源さんの負荷を減らしてやれば
このまま頑張ってくれるでしょう。
その前に、2.5inch HDDを内蔵電源だけで試してみます。
消費電力5Wなので、3.5inch HDDの約半分!
内部電源でも行けるハズ。

内蔵電源ユニットは、元通りにして
ひとまず、Western Digital WD5000AVDSから東芝2.5inch 1TBを接続して
[設定を出荷状態に戻す]と[HDD初期化]して~
[放送切換][チャンネル]・・・異状なしと!(^^)

120分テープ入れて~
VHS⇒HDDダビングの耐久テスト開始!

5400RPMのHDDなのですが、もうこんな温度に!
先のWD5000AVDSが、いかに凄いかが分ります。

で、暫くして、見ると
スタンバイ状態に戻ってました。






VHS⇒HDDダビングを1時間ほど経過した所で



無事テープの最後まで録画できました!



5V、12Vとも、定格:1.5A


 一応、負荷としてHDDをつけて
一応、負荷としてHDDをつけて

VHSテープを巻き戻すと
50分9秒で、ダメになった様子。

ただ、テープが回った時間よりも少ないですが
10分29秒だけ記録されていました。
この2.5inchのHDDは、
8GBのSSDを搭載したハイブリッドHDDなので
そこに残された分が記録されたのかも?
いずれにせよ、このHDDにしても
内蔵電源だけでは、ダメってことですね~(>_<)

執筆中に気づいたのですが
使用した右端の2.5inch
12Vが不要な分、3.5inchよりも5Vの電流が多いんですね~
どうやら内蔵電源の5Vラインの電流増加で
今回の奇々怪々な現象が起こっているようです。
ということで、
HDD:Western Digital WD5000AVDSにして
電源を外部供給に決定!
というか、もうこの道しか残されてないのであります(^^ゞ
そういえば、工房の宝箱にあれがあった記憶が蘇ってきました。
これが、3個ありました!
確か、外付けUSB I/FのDVD MULTIドライブの内蔵電源を
回収してたものです。

SATA HDDの電源に挿すには
この変換ケーブルだけで済みます(^^)

定格が判らないので
WD5000AVDSの外部電源として接続してみます。

VHS⇒HDDダビングを1時間ほど経過した所で

主要パーツの温度を確認します。

VHS⇒HDDダビング中の
5Vラインの電流:0.35A
まあ、簡易型なのでゼロでも±0.03A程度変動しますが
書き込み中でも定格:0.65Aのほぼ半分なんですね~
どうりで発熱が小さいはずだ~

12Vライン 0.25A
こちらも定格:0.5Aの半分だ~(・。・)
このWD5000AVDSは、誠にいい買い物でした!(^^)!


ふと、横を見ると
DVDドライブさんだ~
これの消費電力は、書込みの時、HDDより断然多いハズ(>_<)
これも外部電源にしにしないといけませんね~

ラベルの定格を拡大すると
+5V 1.4A、+12V 1.5A・・・Total 25Wだ~~!
HDDの定格:9.25Wなので約3倍(>_<)

もう少し大きい電源がどっかにあったハズ
別の宝箱をゴソゴソ(^^ゞ
これこれ!(*^^)v

HDDとDVDの書き込みは同時にやらないから
実力値で考えると、どうにか行けるかな~
2Aだと安心なんだが~

これは、もう1個
殻割したのがあるんです(^^)

SATAの電源ケーブルを半田付けして~

12V出力・・・OK

5V出力・・・OK
なことを確認しておきます。

で、これを使おうと思いましたが
この裸のまま使うわけにはいかないし
外殻を作るのは、ちと大変なので
もう一個の奴を殻割りします。
小型ノコギリで中のパーツを気づ付けないようにして~

殻が開きました!

殻割した電源の出力側のブッシュ(右上の)を抜いて

このケーブルを通します

電源についてた元のケーブルは、抜き取って

基板の穴が小さいので
このドリル(Φ1.5)で

穴を広げて

半田付け終了!

下側の殻に入ってもらって~

基板のシルク印刷の
5V:赤、12V:黄、であることを確認
どうも電圧が高い方が赤に思えて間違えそうで(^^ゞ

一旦、上蓋も軽く閉めておきます。

配線用ケーブルやコネクタは、
壊れたATX電源のケーブルが、どっさりあるので
というか、これで電源1台分なのであります。

丁度いいことに
L字型のSATA電源コネクタもありました!

橙色(オレンジ色ともいう)は、3.3V用で
RD-W301では、使わないので、カット!

こういう、ケーブルがゴチャゴチャしたものは、

工房にコネクタ抜きピンがありまして

このコネクタの場合は、円筒のピンを押し込めば
簡単にピンを抜くことができます。

抜いたら、根元をカットして~

4本ともやって
元通りにピン挿せば、キレイになりました。

同様にして
雄雌のケーブルから

GND接続用のケーブルも作っておきます。

HDD、DVDドライブ、GNDケーブルを一体にして
半田付けして、熱収縮チューブを被せて~

このガス式ホットブローで
熱収縮チューブを縮ませます。

ここまでできました!
この右端には、

生の雄ピンがないので
短いのを半田付けして

熱収縮チューブを被せて

雌コネクタと合わせておいて、コネクタカバーに挿入します。

RD-W301に内蔵するケーブルと
外部電源ボックスができました!(^^)!

HDDとDVDドライブを外部電源にして試運転!

最初に外部電源のAC電源をON

続いて、RD-W301のAC電源(左側)をON

異状なく起動して
以前にVHS⇒HDDダビングした分も残っています。

再生テスト・・・異状なしです(^^)

残すは、AC電源を同時に供給させたいので
このコンセントを

背面パネルに付けられると
とても美しい改造にできるのですが
隙間がありません(+_+)
この写真で少し右には、隙間があるのですが


では、電源ユニットの中から
AC電源コードを分岐させるので
また、電源ユニットを開けて、AC電源コードを切断します。

ここは、とても短いので
延長リード線を圧着スリーブで付けます。

普通のカバー付き電工用スリーブで圧着接続します。

ちょっと、近場のホームセンターで



この辺でいいでしょう!

穴を開けるので

ボール盤の様に簡単には、切削が進みませんが











AC分岐コードも通して、電源ユニットも元に戻して

分岐のACコードの先に、この端子を

カシメて付けて

分岐のAC電源コンセントを付けます。







電流を測定します。



VHS⇒HDDダビングします。

録画が始まったので、電流測定します。

5Vライン:0.70A

12Vライン:0.09A





生のDVD-Rを入れると

これが出ます。

HDD⇒DVDダビングモードにして~

[Videoフォーマット]を選択

以前に2時間テープをフルダビングした録画分を選択



一方、5Vラインは、1.02~1.05Aと



c.png)



ヘッドクリーニングのための回転するスポンジなのですが


電源ユニットを元に戻したころには、

ん~ん、これは良さげですね~(^^)







まずは、外形8mmを白ので練習して~(^^)

本番の薄黄を



4mmのポンチをセットして~

こんな感じで押さえて、グリグリ回し切りします。


いいですね~








外部電源のケーブル入口



ゴムブッシュを2種、仕入れてきました(^^)

小さい方に、5V12Vケーブル
大きい方に、AC分岐コード
の切れ端が入ることを確認

外形を溝穴を描いて、型紙を作ります。

どちらも溝穴径Φ8です。

背面を手前に持ってきてます。

センタポンチ打ちます。

自画自賛の完璧のド真ん中!(^^)!



まずは、Φ3でいきます。

1個目終了

次は、Φ4~12まで9段階の
ステップアップドリルを使います。

Φ8にするので
広げ過ぎないようにガムテープの目印を巻いておきます。

ん~ん、完璧かな(^^)

これで、バリ取りします。

今一取れませんね~(>_<)

仕上げは、片手で電源ユニットを持ち上げ
でかいドリルビットを手動グリグリっと!

ゴムブッシュを装着

内側

切削屑の掃除は、これでやりました。

このコネクタは、外に出すので
一旦、ピンを抜いて

ちとギチギチのブッシュにしてたので
4本通してたら、ブッシュが取れました(^^ゞ


プラのへらでブッシュを押し込んで、事なきを得ます(^^)

ブッシュ通し作業、終了!




RD-W301の内部の改造は、終了かな(*^^)v

緑で囲んだ所
内部のDVDドライブ用電源コネクタを利用して
外部電源のGNDだけを接続しています。

外部からの電源ケーブルは、
HDDの向こうの隙間に嵌め込んでいます。

外部電源ボックスのAC入力は、
メガネタイプ脱着式になっていて
AC電源ケーブルを短くしております。
このボックスが壊れても簡単に交換できます(*^^)v

ひとまず、AC電源プラグは、一つになった(^^)
プラグが写ってないな~(^^ゞ

筐体を被せて~
ACプラグも1つになって写ってます(^^)
水色テープのは、依頼者さんに見せるための取り除いた内蔵電池

現在、地デジ受信中。
録画はしてませんが、HDDは、常時回っています。
5Vライン:0.65A

12Vライン:0.05A
やけに少ないですね~
HDDスリープしてるのかな?

この位置でのゼロ状態

では、VHSテープを入れて~





何も挟まないと -0.02Aなので
上のは、5V:0.72A、12V:0.11A ですね~
前は、同じVHS⇒HDDダビングでHDDだけの電流が
5V:0.35A、12V:0.25Aだったんだがな~
やっぱ、電流計が簡易型で、真の実効値測定ではないのでしょう。

DVDを再生

左から
5Vライン:0.90A
12Vライン:0.18A
Nonライン:-0.01A
さすがに、DVDドライブは、食いますね~

では、このDVD-Rを焼いてみます。





「2:03:59」になってます。

デフォルトでは、ファイナライズ[しない]になってるので

[する]で進めます。
ここでは、変更できませんが
「ダビングモード:高速そのまま(コピー)」なので
電流的には、大きい方になります。

HDD⇒DVD-Rへダビングが始まりました。


12Vラインの変動が大きいです。
通常は、0.45A辺りの0.5A未満ですが
時々、ビュ~ンと速く回り回転音が大きくなる時
0.84Aまで増えました。
数秒後には、回転音が小さくなり、電流も下がります。
その遷移を繰り返しながら書き込みが進んで行きます。

ディスプレイに[終了]が表示されると
12Vライン:0.10A にガクッと下がります。
12Vライン:0.10A にガクッと下がります。

ファイナライズ中は、
12Vライン:0.45A前後をキープしてますが
最後に0.70A上がり、
終了後は、0.1~0.15Aでした。

一方、5Vラインは、1.02~1.05Aと
かなり安定していました。

HDD⇒DVDへの高速書き込みが
電流的には、最大になる組み合わせと考えられます。
5VラインMax:1.05A
12VラインMax:0.84A
だったので、外部電源の定格
5V:1.5A、12V:1.5Aは、クリアということになるかな(^^)
終わってすぐ
外部電源の蓋を開けて、温度を測ると
ここは、52.6℃
ん~ん、ちと高いな~

こっちは、45.4℃

ここは、45.8℃
総じて、DVDを続けて書込むのは、控えた方がよいですね~
DVDドライブのレーザーダイオードの為にも
・1枚書込みしたら、15分ほど休む
・「高速」ではなく「低速(静音)」の方がいいです

ということで
マニュアル(応用編)で
「DVDダビング速度」と「HDDパワーモード」を
読んで
c.png)
[DVDダビング速度]を[低速(静音)]に

[HDDパワーモード]を[セーブ]に
設定しておけば、いいでしょう(^^)

蓋は、閉めたくない所でありますが
接着剤は、着けずに、着脱可能な結束バンドで締めておきます。

ちょっと巻き巻きして~


少しは、見栄えが良くなったかな(^^)

外部電源が故障した場合は、これがいいかな(^^)
まあ、届くのに2~3週間ほどかかりますが
「ATX内部機器用 電源アダプター 12V 2A・5V 2A
with Peripheral Power Connector」
330円(45%OFF、送料330円)

所で、電源ユニットを外してる時に気づいたのですが
VTRユニットの赤丸の所


拡大
劣化してボロボロです(>_<)

下に落ちていました。


綿棒にアルコールを浸み込ませて



裏に材質が載ってます。

オレンジの所が「ポリエステル不織布」で硬いしダメですが

ひとまず、ピンセットで取り去りますが
ベトベト状態になってて、ヘッドの方にも付着してます。

ヘッドに当たらないように拭き清掃します。

ここを交換した例がないか、探したけど見つからず(~_~)
スポンジを円筒形に切る手段も思いつかなかったし
クリーニングテープで代用できるので、
放置するしかないかと思ってたら
外部電源の取付が終わった翌日、
この食器洗いスポンジに穴を開けてくれ~と頼まれ
直径12mmのポンチで開けました。

3つ開けた、穴の抜け殻を視てると~
いい感じの触り心地です。
そうです、この手があったのです(*^^)v


抗菌でAgが入ってますが、イオンなので大丈夫でしょう。


白と薄黄のスポンジが「ポリウレタン」いけそうです(^^)
薄黄の所を0.2mm薄刃のカッターナイフでカット!
さすがに薄刃の切れ味は、凄い!


この部分、待機位置では、ヘッドからかなり離れています。
劣化したスポンジの汚れが、まだ付着しておりますが
回転するので拭き取れないのです~

動作する所を動画で!
この部分は、テープ挿入時と排出時に
一瞬だけ当っています。
当っている状態では、
根本の方が、ヘッドの台座に当たる所まで稼働するので
スポンジの直径は、思ったより小さくていいようです。

真上から
直径:5mmかな
スポンジの直径は、7~8mmが妥当という所でしょう。

寸法を測ります。
上の回転する部分:7mm

では、スポンジを
目標:8mmでカットしました!
まあ、こんなとこでしょう(^^)

革細工は、やったことないのですが
この他にもありますが、工房にある昔からのポンチコレクション!
上のは、右端の12mmので開けております。

コツは掴めたので~

白と薄黄は、材質同じですが、
何となく薄黄がお似合いかなと(^^ゞ

ポンチの上から叩かないで
回しながら切る感じで巧くいきました。

直径8mmの円柱(下)ができました!



穴開きました!

一発でほぼセンターだ~!(^^)!

ピンセットで装着!
ピッタシです(*^^)v

上から

横から
接触させてみます。
いい感じです(^^)

では、ヘッドクリーニング・スポンジの動作を動画で
テープ挿入時と排出時に一瞬だけ当って回転しています。

全ての修理完了です\(^o^)/
今回は、なかなか勉強になりました。
特に大きな収穫は、
スポンジの円柱・円筒加工技術の修得かな(^^ゞ

VHS機器の補修パーツ製造終了が、2025年とのことで
アナログテープのダビング屋さんは、大忙しらしいです。
このモデルの完動品は、プレミアムがつくかもな~
最後に
RD-W301さんのショットを!

簡単交換可能にした時計電池

外部電源化に改造前のショットですが
HDDがとてもいいやつに換装されております(*^^)v

このボックスが内蔵できたら
完璧だったんだがな~

