
ようやくXZ軸モジュール部をFusion360で描きました。
細かい所は抜きでざっくりです。
ステッピングモーターはなし。

黒いステーは配線キャタピラー固定用です。
モデル描くと、ああでも、こうでもと、
こんなにも考え易いのかと実感です。

USBマイクロスコープは両側に取り付け出来るように左右同じにします。
レーザーマーカーとかを付けてもいいことあるかも。と思って。

スピンドルはそれにしています。
で、取付具だけにしてこの様に並べます。

まずは、Z軸ステッピングモーターの下に付けるものから。
穴と輪郭の2つに分けて
CAMでシミュレーションしてGcodeを吐き出します。

CNC2418にセットします。
今回からこの前作ったサイクロン掃除機も活躍してもらいましょう!
自立しないのでCNC2418の柱にマジックテープで仮固定します。

早いとこスマートに取り付けないなあ~

結局、ホースは手で持たないといけません(笑)
掃除機自体は、フットボリュームでコントロールして作動させます。


まず、厚みを18mmから16mmに表面を削ります。
25分31秒

なぜか一回りする度にエンドミルが上に退避しています。
他のものと違って進入・退出のチェックボックスがないので止められないのです。
理由がわかりません。
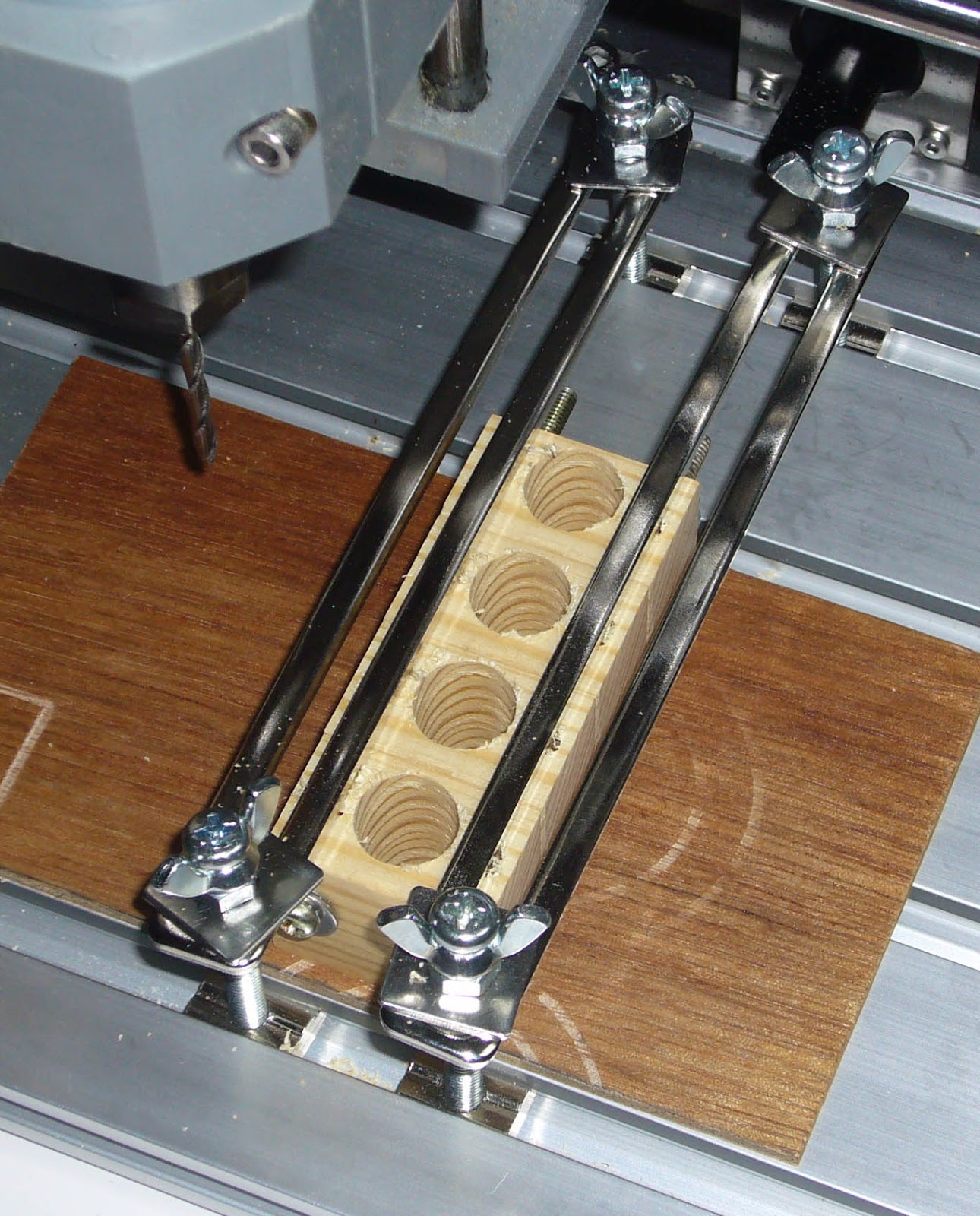
Φ7の貫通穴4つだけで15分31秒もかかりました。

3.175mmのエンドミルで18mm厚を下まで掘るので
なかなか時間がかかります。
だいぶ掘れました。あと半分。

ER11付きのスピンドルをCNC2418と同じ業者からポチったものです。
予め業者側でER11コレットを取り付けてありますが、
軸の変色具合からして、かなり高温で熱して膨張させてから
挿し込んだのがわかります。

並べるとこんな感じ。
前のと比べるとブレが全くないという感じです。
これほどまでに振動が変わるのかとびっくりするほどです。
振動が減ったのでステッピングモーターの音が聞こえます。
今までのうるささは何だったんだろう?!
 |
| 出典:AliExpress |
百均に行き、14mm、17mmと8mmのスパナをゲット!
小さめの店舗でMDF板も探したけどないですね。
これでコレット取り付けも楽々です。
ER11コレットはしっかり締め付けできるので安心です。

第1パーツ終了です。
輪郭だけで52分55秒です。
この前のエンドミル抜け落ちで小心者になり
ゆっくりしか掘ってないからですねー。
まあ、この硬い木材をこの精度で手加工するとなると、とんでもなく大変です。
ジグソーでも硬いので刃がよがんでなかなか直角がだせないものです。


CAMでシミュレーションしてGcodeを吐き出します。
ここは、貫通ではありませんが
Φ5.7で10mm、更にΦ4.1で5mm掘ります。

適当な場所に捨て穴として深さ0.5mm程の穴を開け
XYリセットしてからマイクロスコープの照準を穴に合わせると
マイクロスコープとスピンドルの位置がわかります。
これがスピンドルとマイクロスコープの距離です。
右のカメラは、3.175mmの捨て穴に合わせています。

上記の距離を移動させれば、スピンドルが正確に原点に来るわけです。
そのUSBマイクロスコープの取付具を作っているので
取り付けはまだ輪ゴムです。
穴開け終わったところです。

日本製です。



スペーサー(白いの)は木材の取付具に挿して
ステッピングモーターの下に入れ込んでいると

Fusion360でステッピングモーターを描かなかったので
この中央部の段差を考慮していませんでした。
面倒くさがったのがいけません。周辺の物は全て描かないといけませんね~。

強力なDREMEL ハイスピードロータリーツール4000です。
ダイヤルで回転数をコントロールできます。
負荷による変動を自動吸収するフィードバック付きらしいです。


まあ、見える所ではないのですが...
見える所くらいに作業は最善を尽くしました。

普通の六角レンチではらちが明きません。
たまたま長いレンチがありました。
一番長いのが15cm程あります。

多少斜めになっても締められるようになっています。

最後に普通の六角レンチで締め上げます。

この隙間にこれを入れておけば、後々、色んなものが付けれそうです。
XZ軸モジュールは、あまり頑丈そうではないので
ネジ穴など開けたくなかったのです。


これは、穴と輪郭の2つに分けて
CAMでシミュレーションしてGcodeを吐き出します。

Gcodeの最初の修正を忘れたので傷が斜めに走っています。
なぜか最初だけZ軸を退避せずに移動するんです。
穴で15分55秒。
輪郭は、27分28秒。

いい感じです。


アタッチメント的に色々変えられるようにしたいからです。

これもレッドパイン(赤松)集成材 18mm厚から掘り出します。
50mmの穴を掘れれば2個にできるのですが
CNC2418では、Z軸可動範囲が45mmです。
しかもそんなに長いエンドミルがないです。
これも穴と輪郭に分けてFusion360でGcodeを吐き出します。

輪郭は、このように真中2つが先に掘り進められ
両側は1つずつ後から掘っていきます。
どうゆうルールなのかわかりません。

輪郭は、1時間17分33秒です!

さすがにピッタリ合います。

3つに分けて穴を一つずつにして
CAMでGcodeを吐き出します。
小さい方の穴、[2D]-[ポケット]にしています。
2mmのエンドミルだと問題ないのですが
3.175mmのエンドミルだとツールパスができないのです。
色々やっていると、ここの[ランプタイプ]を「切り込み」にしたらうまくいきました。

このエンドミルを使います。
10本組を購入しました。
長さが不揃い。最短と最長品で3mmも違うのです。
まあ、よく削れるようです。
これはアフィリンクありません。
ストア: Kiss fish
10pcs 3.175x28mm Double Flute Spiral Cutter CNC Router Bits Wood Acrylic Drill
というものです。

深さ25mmです。
小さい穴は1つ43秒。
大穴は、1つ13分18秒です。
原点をずらしながら1個ずつやりました。

2つずつをくっつけます。

50mmの貫通穴になっています。

Z軸とスピンドルケーブルにチェーンワイヤーキャリアを付けます。
実は先に一旦組立したのですが写真がないのでこちらが先ということで。
随分前に到着していたこれです。

スピンドル電源配線の長さがややギリギリです。
手前の柱までキャタピラを敷くとスピンドルを下まで降ろした時に長さが足りません。
これ早く付けたかった。かっこいいです。
どうしてもキャタピラと言ってしまう。チェーンワイヤーキャリアですね。
戦車のプラモデル好きだったもんで。

XZモジュールを左いっぱいに寄せたとこ。

ここを端まで持ってくるとスピンドルのケーブルが突っ張るのです。

USBマイクロスコープは、両側から穴開きゴムで挟み込んでいます。
スコープの太さが一定ではなく中央部が膨らんでいるし、
回転させて調整する必要があるためです。

モデル通りにできるということは
こんなに気持ちいいものかと実感しました。
もう一度モデルを見ると。



これで正確な位置合わせができるハズです。
テストは次の機会にすることにして
最後にサイクロン掃除機を見ると
おやっ!下の瓶が結構汚れています。
 蓋を開けるとほぼ満杯!
蓋を開けるとほぼ満杯!
かなり掘りまくりましたからね~
なかなか良く吸ってくれます。
廃棄も簡単ですが
あまりにも綺麗なパウダー屑なので捨てるのがもったいない感じ
ボンドを混ぜて木工パテでも作れそうです。


かなり掘りまくりましたからね~
なかなか良く吸ってくれます。
廃棄も簡単ですが
あまりにも綺麗なパウダー屑なので捨てるのがもったいない感じ
ボンドを混ぜて木工パテでも作れそうです。

8 件のコメント:
はじめまして Blueと申します
うちのCNC1610も S800以上のコマンドを送るとえらいビビリ音を
発し、それ以上は怖くて使えません
モーターを手にもって試すとそれほどでもないので、本体と共振
しているのかと思っています
ER11コレットの重量がダンパーになって共振周波数がずれるの
でしょうか
それともモーターの当たり外れが大きくマーティーさんと同じ
スピンドルを買っても外れの可能性があるのか?
AliExpressの画面を見ながら悩んでいます
Blueさん、見て頂きありがとうございます。
前の3.175⇔5mmシャフトカプラーは、そのままではブカブカでそれを2本のイモネジで止めるので両側から少しずつ締めていってもどうしてもセンターずれが生じます。うまく調整しても0.05mm位はブレが残っていました。
ネジ山も少ないので締め付けにも限度があります。
特に硬い所を切削している時は”キィーン”と金属音がしてきたり(今思うとイモネジが滑っている音だったようです)何度もイモネジがふっ飛んでいきました。
最初のスピンドルもシャフトカプラーを外せば、静かですので、
私が思うには、ER11になったことでエンドミル含む全体の回転系の重心のズレが少なくなったのが主だと考えています。
ER11コレットの重量がダンパーになって回転が安定したってのもあるかもしれません。少なくともS1000でも、かなり安定しています。
メカ屋でないので詳しいことはわかりません。
少なくともER11付きスピンドルにするとセンターズレは0.01mm以下になりました。
締め付けも十分できるので安心です。
今の所の私の印象ですが「DZT 's store」は、割りと信用できる気もします。
ER11を試してみる価値はあるのではないでしょうか。
ER11だけを購入するのではなく既に装着されたスピンドルをお薦めします。
勇気を出してポチりましょー(笑)
回答になっておりますでしょうか(-_-;)
Blueです
情報ありがとうございます
センター精度の高さに惹かれて、ポチってみましたw
少し安くてデリバリー日数が短めの別のセラーです
良いものが届くといいなあ
はじめまして、CNCとfusion360 を使いこなしてますね。凄いです、とても参考になりました。
マイクロスコープとopencvで位置出しも出来るのですね。びっくりしました。MACH3を捨てようか、GRBLに移行しようか迷ってますが、この記事を読んでやってやる気持ちが強くなりました。bCNCとの組み合わせが、かなり良さそうです。
サイクロン掃除機のノズルは結構難しいですね。
中々思ったように纏まりません。蛇腹の先にドレインホースの先を刺して吸ってます。
sbinさん、見ていただきありがとうございます。
最近、CNCイジってなくて使う感が薄れそうです(-_-;)
私が愛用しているCandleは、もう開発が止まった感じですが
bCNCは、機能も充実していて、進化を続けているようですね~
カメラでの位置合わせ機能も内蔵しているのですが
Python(インタプリタ言語)なので、私の非力なPCでは、ちと重すぎます。
OpenCVもPythonベースなので、カメラ2台が厳しい感じです。
サイクロン集塵機は、いつも活躍していますが、結局、ホース手持ちばかりですね~
ちょっとブログ「混沌な日々」を覗かせていただきました。
幅広くやられているんですね~
立派なオシロをお持ちで羨ましいです。
マーティーさんのページはとても刺激的なでこれから熟読させてもらいます。オシロは数年まえヤフオクで落札しました。殆どが中古か落札です。CandleはFleksCAMのサイトにありました。ここのサイトのソフトが中国語化されてるようです。先日買ったレーザー彫刻機がそうてました。結局みた太さんがおしえてくれたLaser GRBLに乗り換え、ファームも書き換え快適になりました。せっかくGRBLを使いはしめたので、手持ちのUNOに書いて動かそうと思ってます。とりあえずPythonは入れました。初めて使いますが、依存関係が強くて難儀してます。bCNCが動く環境は、pipだけで入れられました。Anacondaは重くなるので、素のPythonでカメラまで表示できました。リスト化したので、何回でも構築出来るようになりました。
基板の切削をやるのでautozeroは必須ですね。MACH3の時は面出しプログラムをかきてZを一皮削ってから基板を作っていました。bCNCはそれが要らなくなりそうなので楽しみです。
返信ありがとうございました。
P.S プロフィールのテスター私も現役でつかってます。
sbinさん、
"刺激的"とは!嬉しいお言葉ありがとうございます。
確かに、Pythonは、カメラの時、探したのが、動いたり動かなかったりと、随分と苦労しました。
アナログテスターは、ざっくり見れるので重宝します。
投稿は、できるだけ情報を詰め込みたいので、いつも長くなってしまいます。
特に失敗は、後で読むと楽しいので、できるだけ載せるようにしています。
今後とも宜しくお願いします。
コメントを投稿