
まずは、「Autolevel」から
CNC2418付属のGRBLcontrol(Candle)でいうHeightMap機能です。
以前ここで解説しています。
GitHubのここに解説があります。
22 Feb 2016とあります。
TLO (Tool Length Offset)の解説もありますが
使いこなせないので無視です。
一応、Autolevelの所を訳します。
順にやっていきます。
bCNCを起動し[Menu]の[Probe]-[Autolevel]をクリックします。

まず、CNC2418にPCBをセットして
スピンドルを原点に持っていき、
Z軸はPCB表面ぎりぎりで
XYZリセットします。
[X=0][Y=0][Z=0]ボタンでWpos(作業位置)だけを
全て「0.0」にします。
2. Enter the values of the working area you wish to probe on X/Y min and maximum coordinates.
(探索する作業領域を X/Y minとmaximumに座標値を入力します)
この画面では、最後に入力していた値が記憶されています。
この画面では、最後に入力していた値が記憶されています。
上の方の欄から
【Common】部
[Probe feed:]10.0
これくらいが丁度いいかと。
早すぎると精度が落ちるらしい。
[TLO]0.000
使い方わからず
[Probe Command]
「G38.2 Stop on contact else error」のままでいいです。
Probeが接触したら停止。 失敗時エラー信号が出ます。
G38.3は、G38.2と同じですが、失敗時にエラーがでません。
恐らく、G38.2とG38.4、G38.3とG38.5は対で
接触した時にONで検出するかOFFで検出するかの違いのようです。
【Autolevel】部
サンプルとして入力しています。
[X:]の[Min]に0、[Max]に40、[N]に6
X軸方向は、0~40mmの間を角を含めて6点測定する意味です。
[Y:]の[Min]に0、[Max]に30、[N]に3
Y軸方向は、0~30mmの間を角を含めて3点測定する意味です。
[Step]の所に測定点の間隔が表示されます。
Nを変えないとStepの所は変化しません。
[Z:]の[Min]に-5.0、[Max]に2.0
Z軸をこの範囲で探索します。
例えばMinの値より凹んでいるとこがあると
Min値までZ軸が下がった所で接触がないのでエラーで止まります。
この場合、右欄に6x3のマスが黄色ででています。

設定が完了したら
GRBLコントロールボードの
A5端子をエンドミル、GNDをPCB表面、に接続しているのを確認して
[Scan]アイコンをクリックします。

測定の順番は、原点から右方向に始まり
次は、Y軸を上げて右から左へ、とジグザクです。
ここは、GRBLcontrol(Candle)と同じです。

全ポイントの測定が完了したら原点に戻ります。
全18ポイントで5分程かかりました。
最初にPCB表面から0.5mm辺りを[Z=0]でリセットしていて
実際の測定結果が0より低いのでブルーになっています。

そこで高さの基準にしたい所(原点にしました)で
[Zero]アイコンをクリック。

そのポイントが高さ「0.0000」になって
他のポイントはその差の値に正規化されます。
他のポイントはその差の値に正規化されます。
原点が「0.0000」になりました。
他のポイントは、原点より高い方向に歪んでいるので
今度は、全体が赤いマップになっています。
高さの数値が表示されているだけで
歪み方はビジュアルには反映されません。
Candleの様なグラディエーションの等高線と思っていたので
ちょっと物足りない感じ。
Candleの様なグラディエーションの等高線と思っていたので
ちょっと物足りない感じ。

[Zero]ボタンを押さないと
この様な警告が出るらしいです。
「マシンの破壊を防ぐ機能」ということです。

ちなみに、中央付近 X:16 Y:15のポイントに移動して
[Zero]ボタンを押すと、こうなりました。
左が沈んで、右が浮く方向に歪んでいる色合いになっています。
左が沈んで、右が浮く方向に歪んでいる色合いになっています。

加工する時は、原点基準がいいので
また原点に戻って[Zero]ボタンを押します。

メーニューから[File]-[Save]で
「*****.probe」というファイル名で保存します。
拡張子は自動では .probeにはなりません。手入力します。
ファイルの中身は以下のようになっていました。
GRBLcontrol(Candle)では、測定した順番に
Z値だけの羅列になっていましたが
bCNCでは、測定した順番ではないですね~
Z値だけの羅列になっていましたが
bCNCでは、測定した順番ではないですね~
X,Y,Zの順で記述されています。
互換性は無いということになります。
**********
0 40 6
0 30 3
-5 2 10
0 0 0
8 0 0.106
16 0 0.192
24 0 0.23
32 0 0.252
40 0 0.254
0 15 0.076
8 15 0.136
16 15 0.175
24 15 0.204
32 15 0.226
40 15 0.229
0 30 0.097
8 30 0.136
16 30 0.17
24 30 0.199
32 30 0.201
40 30 0.21
**********
[Clear]で最初の黄色のマス目だけに戻して
やり直すこともできます。
やり直すこともできます。

前回と同じテストランドを読み込んでみます。
【Autolevel】の各項目は前のままです。

ここで[Margins]ボタンを押すと

[X:][Y:]の[Min][Max]が自動的に
切削部分を囲むピッタリの四角に設定されます。
[N]は前のままなので、ここを適当な数値にするだけでよくなります。
今回は、「3」にします。
エンドミルぎりぎりでZ=0しているので
[Z:]の[Max]は、1.0でいいでしょう。プロービングが早くなるし。
[Z:]の[Max]は、1.0でいいでしょう。プロービングが早くなるし。

[Scan]ボタン押します。
始まりました。
スピンドルがじわじわーっと下がってきて
PCBに接触すると止まって、また上がって次のポイントへ移動します。
これは、いつもエンドミルが折れないかとドキドキです。
スピンドルがじわじわーっと下がってきて
PCBに接触すると止まって、また上がって次のポイントへ移動します。
これは、いつもエンドミルが折れないかとドキドキです。
下の欄に進行状況がでます。

完了しました。

このポイントを高さ0として他のポイントの高さを計算します。
[Zero]ボタンを押すと、それが行われます。
赤丸のポイントが0.0000になっています。
メニューから[File]の[Save]で一旦ファイルに保存します。
拡張子を.probeにするとAutolevelの数値が保存されます。
拡張子を.probeにするとAutolevelの数値が保存されます。
Gcodeファイルと同名にしていると
.probeファイルが自動的に読み込まれるので
同名にはしない方がいいかもです。
同名にはしない方がいいかもです。

原点でZ点調整をします。
[Probe]-[Probe]に行って
[Probe]-[Probe]に行って

この時、エンドミルの位置も同じ位置、X:5、Y:5である必要があります。

これで切削開始できます。
この時点でGcodeファイルをSAVEしても中身は変わっていません。
コメントが追加されるだけです。

GitHubの解説を少し抜粋すると
*****
*****
Autolevelで測定したファイルを読み込んでGcodeを実行すると、
実行時にGcodeを変形しながら加工します。
G1コマンドは、必要に応じて複数のセグメントに分割されます。
G2 / G3コマンドはマルチラインセグメントに変換されます(残念ながら)。
変換の精度は、コンフィグの[variable accuracy](可変精度)で制御されます。
警告:Gコードと同じファイル名の「.probe」拡張子ファイルが存在する場合、
自動的に読み込まれます。
誤って行った場合は危険です!
*****
実行時にGcodeを変形しながら加工します。
G1コマンドは、必要に応じて複数のセグメントに分割されます。
G2 / G3コマンドはマルチラインセグメントに変換されます(残念ながら)。
変換の精度は、コンフィグの[variable accuracy](可変精度)で制御されます。
警告:Gコードと同じファイル名の「.probe」拡張子ファイルが存在する場合、
自動的に読み込まれます。
誤って行った場合は危険です!
*****
ようなことが書かれています。
1ポイントだけのプロービングです。
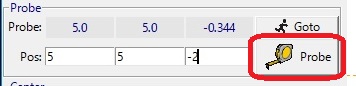
メニューの[Probe]-[Probe]アイコンをクリックします。

このBOXには、X、Y座標とZ軸のプローブする深さを入力します。
必ず入力した座標に移動してから[Probe]ボタンをクリックします。
そうしないと現在位置から指定した座標まで移動しながら
Z軸を徐々に下げてプロービングする動作をします。
妙な動きです。
何か別の目的があるのでしょうか。よくわかりません。

プロービング深さが足りない(この深さまでに接触できない)と
このようなエラーがでます。
左上の[Reset]ボタンを押しても復帰しません。
GRBLコントロールボードのハードリセットボタンを押してから
この赤くなっているバー所をクリックすると復帰します。

ゼロ基準にしたいポイントに移動し
ゼロ点をプロービングします。
接触すると止まるので


2 件のコメント:
昔青年です。
いよいよbCNCでの活用編が始まりましたね。(笑)
完全な他力本願で、オートレベル機能の解説を待っていました。
YouTubeでの解説も検索して見ていましたが、イメージが全く掴めませんでした。 悲しいかな、文系出身で、実験で確認する意識が薄く、もっぱら座学専門です。
改めて見ると分かり難い気もしますが
これでイメージが掴めていただければ嬉しい限りです。
この時期、福岡は黄砂やらPM2.5が多く、アレルギーでちょっと集中力低下しております。
コメントを投稿