
さて、ある円柱アルミを切削したいのですが
センター出しをしないといけません。
円のセンター出しは、
この時は紙、この時はプラボトルに、USBカメラでやってますが、
次の図で円周上の適当な点①に照準を合わせ、X,Xをリセット。
X軸上を移動し円と交わった点②から垂直にY軸上を移動、
円と交わった点の座標③( X , Y ) がわかると
中心:( Cx , Cy ) = ( X/2 , Y/2 )
で求めました。

Z軸のProbing機能を使ってXY軸もProbingできないかな~と
思ったわけです。
これはもう調べるよりやってみた方が早いです!
マーティーのCNC2418 GRBL 1.1fベースです。
GRBL Controllerは、Candle V.1.1.7を使っています。
正確には、YY氏改造のzCandle V.1.1.8.2です^^;
 Z-probeボタンを押すと、ジワジワ下がって接触すると止まります。
Z-probeボタンを押すと、ジワジワ下がって接触すると止まります。
いつも下がり過ぎて壊れやしないかとリセットSWに手を掛けてヒヤヒヤです。
その時、放出されるGcodeは、
*****
G21 G91 G38.2 Z-30 F100:相対移動で深さZ-30まで探索し
1回目の接触で
G0 Z1:そこから1mmUPして戻り
G38.2 Z-2 F10:2回目の探索は、ゆっくり、深さ2mmまで探索し
接触したら止まりまり、そこがZゼロポイントになります。
*****
ちなみに
G38.2:Probeが接触したら停止。 失敗時エラー信号を出す。
GRBL Controllerは、Candle V.1.1.7を使っています。
正確には、YY氏改造のzCandle V.1.1.8.2です^^;
いつも下がり過ぎて壊れやしないかとリセットSWに手を掛けてヒヤヒヤです。
その時、放出されるGcodeは、
*****
G21 G91 G38.2 Z-30 F100:相対移動で深さZ-30まで探索し
1回目の接触で
G0 Z1:そこから1mmUPして戻り
G38.2 Z-2 F10:2回目の探索は、ゆっくり、深さ2mmまで探索し
接触したら止まりまり、そこがZゼロポイントになります。
*****
ちなみに
G38.2:Probeが接触したら停止。 失敗時エラー信号を出す。
G38.3:G38.2と同じですが、失敗時にエラーがでません。
恐らく、G38.2とG38.4、G38.3とG38.5は対で
接触した時にONで検出するかOFFで検出するかの違いのようです。
失敗とは、探索範囲内で接触検知しなかった場合です。
で、Z軸をX軸に置き換えたら、横接触ができるんじゃないかと
G21 G91 G38.2 X30 F100
予備のWoodpeckerボードのA5端子にリード線を付けて
 G21 G91 G38.2 X30 F100 送出!
G21 G91 G38.2 X30 F100 送出!
 A5端子のリード線をショートすると
A5端子のリード線をショートすると
お~っ!
停止したぞ!
いいですね~こりゃ~使えそうですね~!
 中央の丸がアルミ円柱として
中央の丸がアルミ円柱として
やり方は、これでいいハズですが
エンドミルの径の影響は受けないだろうか?

原始的な絵を書きました(-_-;)
太い黄色丸がエンドミルということで
中央のアルミ円柱と接触ポイントで線を引きました。
どうやらエンドミル径には、無関係と考えてよいようです。
強いて言うなら、エンドミルの歯の凹凸が影響するかもなので
歯のないノッペラボウのでやった方がいいかもです。
そうだ!先が折れたエンドミルがあったなあ!
 実は、Fusion360で描いみましたが、ここまでで止めました(-_-;)
実は、Fusion360で描いみましたが、ここまでで止めました(-_-;)
押し出しすると、スケッチ線が薄くて分かり難いし...
 ということで、残るは実践あるのみであります!
ということで、残るは実践あるのみであります!
Φ19のアルミ円柱を使うので
最初に測定用ミルを円柱の大まかな中心でZゼロセットして開始
①~③までを行うGcodeを作りました。
*****
(2019.6.18 Marty Vessel)
(For 18mm - 20mm Cylinder)
(Must Set to about Center of Cylinder Top)
(最初に測定用ミルを円柱の大まかな中心でZゼロ調整して開始)
G21 (単位mm)
G91 (相対座標)
G0 Z2 (退避)
G0 X-15 (左に半径:9.5mm+5mm ≒ 15mm移動)
G0 Y-6.5 (半径の約70%前方へ移動・・・①の開始位置)
G0 Z-4 (部材の角のテーパーを避ける為、ちょっと深めにZ-2位置へ)
G38.2 X15 F100 (右方向へ1回目の探索)
G0 X-1 (接触ポイントから左へ1mm戻る)
G38.2 X2 F10 (Feed落として本探索・・・①ポイント決定)
G92 X0 Y0 (Work coordinatesをXYゼロにセット・・・①(0,0)セット)
G0 Z4 (Z2位置へ退避)
G0 X20 (①ポイントから20mm右へ・・・②の開始位置)
G0 Z-4 (Z-2位置へ下げる)
G38.2 X-15 F100 (左方向へ1回目の探索)
G0 X1 (接触ポイントから右へ1mm戻る)
G38.2 X-2 F10 (Feed落として本探索・・・②ポイント決定)
G0 Z4 (Z2位置へ退避)
G0 Y20 (②ポイントから20mm後方へ・・・③の開始位置)
G0 Z-4 (Z-2位置へ下げる)
G38.2 Y-15 F100 (前方に1回目の探索)
G0 Y1 (接触ポイントから後方へ1mm戻る)
G38.2 Y-2 F10 (Feedを落として本探索・・・③ポイント決定)
G0 Z4 (③ポイントでZ2位置へ)
M30 (End of Gcode)
*****
③ポイント位置で終了するので
③のXY座標を夫々1/2した座標が、円柱の中心になります。
NCプログラミングができれば、自動計算してそこに移動できるみたいですが
ArduinoベースのGRBL 1.1fでは、対応していません。
内径20mmの塩ビ管を切ってきます。
 その塩ビ管を縦半分にカットして
その塩ビ管を縦半分にカットして
内側にスポンジゴムを張ります。
 フレキシブルカプラーの保持具が完成しました。
フレキシブルカプラーの保持具が完成しました。
 0.6mmの折らかしたエンドミルを
0.6mmの折らかしたエンドミルを
 反対向きに取り付けて
反対向きに取り付けて
 カプラーをステージに固定したものの、電気的に接触してくれません(T_T)
カプラーをステージに固定したものの、電気的に接触してくれません(T_T)
リード線を巻き付けますがダメです。
カプラー表面のアルマイト処理が悪さしていますね~
サンドペーパーで表面を削ります。
 かなり表面を削らないと、接触してもうまく導通してくれません。
かなり表面を削らないと、接触してもうまく導通してくれません。
アルマイト、思ったよりも手強いです(T_T)
塩ビパイプ保持具をバイスプライヤで挟んで、CNCのステージに固定します。
 やっとまともに接触するようになりましたが、
やっとまともに接触するようになりましたが、
F100の探索では、割と強く当たるのでカプラーが少し傾きます。
間のスポンジゴムがいけないようです。
スポンジゴムを外して、ビニールテープを巻いたら、固定は大丈夫そうです。
 うまいこと測定できるようです!
うまいこと測定できるようです!
測定の様子を動画で!
6回やってみました!
最初の接触ポイント①座標(0,0)としての中心座標をプロットしました。
CNC2418は、HOLD電流が流れないので停止状態でフリーになる時に
Max 0.02mm(±ピッチ2mmの1/200step=±0.01mm)
ズレてしまう可能性を秘めていますが
バラツキは、X座標:0.04mm、Y座標:0.01mm
離れた2点は、モーター取り付けボルトの締めが甘かったみたいです。
たぶん、USB MicroScopeで合わせるよりは、精度がいいのではないかと^^;
 タッチプローブ、どこかで見たようなと、探してみると
タッチプローブ、どこかで見たようなと、探してみると
これ「Edge Finder/Touch Point Sensor Probe」なるものがあり
後ろに電池を入れるようになっています。
が、先端ボール径:10mm、シャフト20mmでとても大きいのです(T_T)
 他にも、ピエゾ式でもっとでかい!
他にも、ピエゾ式でもっとでかい!
ピエゾ式の中身は、こうなっているようで、
コツンと当たった音を拾って接触を検知するようです。
小さく作るのは、無理っぽいですね~
では、本番のアルミ円柱の切削に行きます。
アルミ円柱というのは、このフレキシブルカプラー
外径Φ19、中の穴Φ8です。
そこにΦ16 深さ2mmの穴を掘りたいので
Fusion360でモデルを描いて~
 [2D]-[2Dポケット]でCAM設定して、シミュレーションすると
[2D]-[2Dポケット]でCAM設定して、シミュレーションすると
内穴の周辺に薄~い壁が残っています。
CAM設定がどこかいかんのでしょうが、
まあ後で削ればいいやと、そのままやっております(-_-;)
 時間は、ほぼ2時間
時間は、ほぼ2時間
アルミだからそんなもんかな?
 今回、初めて使うエンドミルは、
今回、初めて使うエンドミルは、
先端Flat・4-Flute(4枚刃)・スパイラルの3.175mmです!
2-Fluteに比べ回転数が2倍増し相当になるはずです。
2年ほど前にアルミ放熱板の面取り用に購入してたものです。
US$ 10.88/5本組
今見るとUS$ 8.28/10本組(10% OFF)に大幅値下げだ~(T_T)
アルミ用とは書いてないけど大丈夫かな~?
先端は、こんなんです。
 この時に自己満足の世界に嵌ってこの設定表を作ってはみたものの
この時に自己満足の世界に嵌ってこの設定表を作ってはみたものの
作った時は、かなり強気だったみたいで、
或いは、柔らかい純アルミしか削ったことがないからか?
今は、3.175mmのエンドミルで深さ0.13mmする勇気はないので(-_-;)
270mm/min、深さ0.05mmで行ってみようと思う。
終わって見ると深さ0.13mmなんてとんでもないでした(-_-;)
とても恥ずかしい危ない設定でした(-_-;)
2018.3.23の追加は当たりであります。
*****
設定表<アルミ>
2018.3.23追加(理由は下の追伸)
特に2.0mm以上の深さ: 0.13mmは、厳しい気がしてきた。
深さ: 0.05mm~ 実切削して様子を見た方がいいと思われます。
*****
本番の中心座標だしして、円柱中心に移動して、切削ミルに交換します。
切削屑が飛び散らないように周りに紙でフェンスを作ってみました^^;
 それと、CNC2418の電源を強化しました!
それと、CNC2418の電源を強化しました!
付属のは、24V 5.62A
よく見ると「for Lenovo」ってあります。
スピンドルモータを100%にセットして回転を開始すると
起動時の突入電流で電源の電流リミッターが働き
ビュ~ンビュ~ンビュ~ンと連続回転してくれないのです。
90%とかで回転を初めて100%まで上げるのは大丈夫なのです。
定格ギリギリで動いていたのです。
 ファン無しで最大の容量24V 8.3A 200Wにしました。
ファン無しで最大の容量24V 8.3A 200Wにしました。
この店のは、組立とかちゃんとしている感じがします。
(まだ1個しか買ってませんが)
US$ 15.87(19% OFF)
これ位の大きさです。
気のせいかもですが、100%でのスピンドルの勢いや音が良くなったような...^^;
 銘板
銘板
 ちなみにスピンドルモータは、オリジナルのカプラー式から
ちなみにスピンドルモータは、オリジナルのカプラー式から
このコレット焼き嵌めのに換えてます。
アルミを削るとイモネジが吹っ飛んでいたもので(-_-;)
モーター自体の能力は同じく非力なやつです。(2019.6.22追加)
さて、予定2時間の切削にいきま~す。
深さを下げてからの1~2周目は、ミル底面全面で切削するので
ガリガリでヤバそうですが、3周目辺りから
側面の切込み 0.05mmになっているのでビビリはなくなります。
スピンドルモータは、PWM 100% ≒10000rpmです。
動画で!
切削面はキレイです。
半径方向に0.05mmずつしか進んでないからでしょうね~
シミュレーションと同じく中の穴周りに薄い壁ができています。
まあ均等に壁ができているのでセンターはほぼ合ってるということで...
カプラーのアルミ材質、何だろう?
A5000番系かA6000番系かな?知りたい気がします。
 最初の1周、ミル底面全面で彫り込むので、深さ0.05mmが限界のようです。
最初の1周、ミル底面全面で彫り込むので、深さ0.05mmが限界のようです。
(最後で反省しているようにCAM設定がいけなかったのですが)
Feed 70%(190mm/min)にすると大きなゴリゴリ音がなくなります。
Feed 50%(135mm/min)だとビビりもほぼなくなります。
切削中のアルミカプラーの温度:33.6℃
0.05mmの深さなので発熱が少ないのかも?
黒体反射率ではないので、目安ですが。
 半径方向 0.05mmの切込みの時は、
半径方向 0.05mmの切込みの時は、
Feed 140%(378mm/min)でゴリゴリ音が出始めます。
130%(350mm/min)まではいけそうです。
Z軸ステッピングモーターの側面温度:44.6℃
ヒートシンクが効いているようです。
温度上昇から無難な設定と言えるのかもしれません。
深くしてFeed落とすと、この温度が上がるでしょうから
筺体の剛性とスピンドル/Z軸のトルクからいくと
まあ程よい設定なのかもしれません。
 ヒートシンクは、これです。
ヒートシンクは、これです。
Z軸は発熱が大きいので、この時、取り付けたものです。
CPU用ですがサイズが丁度いい 40 x 40 x 20mm、US$ 1.89/個
次に温度が上がるY軸は、38.6℃
 こっちは、XY軸は、出っ張って引っ掛けるかもしれないので、背が低め
こっちは、XY軸は、出っ張って引っ掛けるかもしれないので、背が低め
40 x 40 x 11mm、2個でUS$ 1.14
GRBLコントロール、zCandle V.1.1.8.2は、とても便利です!
この時にYY氏の全面協力により導入しました。
Overridingが、PCのFunction Keyでできるのです。
F1:-10%、F2:-1%、F3:+1%、F4:+10%
マウスでスライドバーに合わせなくていいので素早くできます。

但し、十分な確認をしているわけではありませんので、注意の上、ご使用ください。
Windows版とLinux版です。
YYさんに感謝ですm(_ _)m
この壁紙は、大正解でした!
集塵機で吸い取らなくていいし、席を外すこともできます。
途中でグリスを振ったりしたので飛び散っていますが、かなり使えます^^;
 2時間の切削が完了しました!
2時間の切削が完了しました!
が、内側に薄い壁が残っています。
Fusion360 CAM設定のどこかが間違っているんですね~
どこだろう?
 切削面は、0.05mmずつ重ねただけあって、過去になくキレイです。
切削面は、0.05mmずつ重ねただけあって、過去になくキレイです。
真上から見ると、センター0.1mmはズレている感じがします。
タッチ時の接触が今一のような気もします。
 大きなドリルで内側の薄壁を取り除きます。
大きなドリルで内側の薄壁を取り除きます。
 反対側は、Φ5なのでΦ8に広げます。
反対側は、Φ5なのでΦ8に広げます。
Φ5のままでもいいちゃいいのですが...
センター精度は必要ないのでドリルで手作業
また、塩ビ管の治具をバイスプライヤで挟んで固定して
 貫通できました!
貫通できました!
ちょっとずつ掘ったのですが、触ってみると結構な発熱です。
 手作業でしたが思ったよりはキレイにできました。
手作業でしたが思ったよりはキレイにできました。
 CNCで切削した方には、Oリングが入ります。
CNCで切削した方には、Oリングが入ります。
 外径:16mm、内径:12mm、直径:2mm ゴム製です。
外径:16mm、内径:12mm、直径:2mm ゴム製です。
US$ 0.37/10個(20% OFF)
逆さにしても落ちないので、いい感じです。
これで完成です!
 実は、これレンズマウントなのです。
実は、これレンズマウントなのです。
 レンズが入るとこんな感じです。
レンズが入るとこんな感じです。
Φ8にした穴には、レンズで収束したビームが通ります。
やっぱ下はΦ5のままでもよかったかな~(-_-;)
CO2レーザーカッターの改造用であります。
 初めて3.175mmミルで、2mmもの深さでアルミを切削を体験しました。
初めて3.175mmミルで、2mmもの深さでアルミを切削を体験しました。
Φ1とΦ3で比べると、
エンドミルの径が大きくなると切削量やFeedを落とさないと
マシンの剛性とスピンドルモータの能力が足りないことがわかりました。
今回のCAM設定の反省です(-_-;)
CAM(今は"製造"ってメニュー)にいって
チューブ型のストックにします。
 [2D]-[2Dポケット]を使いました。
[2D]-[2Dポケット]を使いました。
3.175mmのエンドミル
[工具][送りと速度]
 実は、今回ここの設定を間違えました(-_-;)
実は、今回ここの設定を間違えました(-_-;)
[図形]で切削部分の外側と内側の輪郭を選択したのです。
 シミュレーションで
シミュレーションで
内径の所に薄~い壁が残ったのですが、
まあ後で削ればいいやと、そのままやってしまっております(-_-;)
本来は、切削する面を選択しないといけないのです。
 それと、穴の空いた中心から外側に向かって切削したかったのですが
それと、穴の空いた中心から外側に向かって切削したかったのですが
変な所でランプしていて、最初の1周が、ミル底面全体で切削するので
270mm/minでは、結構ビビってしまうので
Overridingで40~50%に落としていました。
結局、2時間ほとんど付きっきりではあったのです(-_-;)
 [位置]の[下穴ドリル位置]で
[位置]の[下穴ドリル位置]で
内側の穴の輪郭を選択しておくと
 この様に中心から半径方向に切削してくれ
この様に中心から半径方向に切削してくれ
妙なランプがなくなります。
最初に確認しておけばよかったのですが先を急いでしまった~
 深さは0.05mmでよかったのですが
深さは0.05mmでよかったのですが
半径方向の切込みも0.05mmにしていました。
デフォルトでは[最大切削ピッチ]がエンドミル径より僅かに少なめ
3.175mmの場合は、3.01625mmに設定されます。
ここを弱気になってしまい、0.05mmにしていたのです。
 2つ上で[下穴ドリル位置]を設定すると
2つ上で[下穴ドリル位置]を設定すると
[最大切削ピッチ]で内側からじんわり切削していくので
0.1mmに設定しても(深さ:0.05mm)
5時間22分26秒という恐ろしい時間になります。
 今回、ランプ部でミル底面全体(切削ピッチ3.175mmに相当)で切削中は、
今回、ランプ部でミル底面全体(切削ピッチ3.175mmに相当)で切削中は、
40~50%にFeedを落とせば、ビビリがなくなっていたので
270mm/minだとややビビリを許して0.5mmまでは行けそうな感じでした。
[最大切削ピッチ]:0.5mmで
 [最大切削ピッチ]:0.3mmでも
[最大切削ピッチ]:0.3mmでも
この時間で済むことになります。

最後にアルミ切削の設定表を更新しておきます。
ひょっとしたら日本製のミルだと以前のでもいけるのかもしれません?
全部を実践したわけではなく、切削形状やアルミ材質でも変わるので
あくまでも目安です。
***以前のもの**
設定表<アルミ> 8000rpm
2018.3.23追加(理由は下の追伸)
特に2.0mm以上の深さ: 0.13mmは、厳しい気がしてきた。
深さ: 0.05mm~ 実切削して様子を見た方がいいと思われます。
**********
***今回見直し版***
設定表<アルミ> 10000rpm
2019.6.22修正
・できるだけドリルで下穴を開けて、そこから側面切削で
[最大切削ピッチ]0.1~0.3mmでゆっくりやるのがいいみたい。
・特に径が大きめのミルでは底面全体で切削する時は、
マシンの剛性やスピンドルモータの力が弱いので
Feed:120~130mm/minに下げた方がいい。
**********
所で、2年前の2017年6月10日のブログに
「PM2.5アレルギーで集中力低下しております」
と書いてました。今年もなのです(T_T)
年々、体の反応がひどくなっているのか?
或いは、汚染の方がひどくなってきているのか?
これは、2019年6月4日の福岡県の最高地点のグラフ
マーティー工房付近は、これよりは低いようですが...
そのサイト見ていると、どうも体調と同期しています。
最近は、やっと少なくなってきたようです???
集中力が回復するといいのだが...

失敗とは、探索範囲内で接触検知しなかった場合です。
で、Z軸をX軸に置き換えたら、横接触ができるんじゃないかと
G21 G91 G38.2 X30 F100
予備のWoodpeckerボードのA5端子にリード線を付けて

お~っ!
停止したぞ!
いいですね~こりゃ~使えそうですね~!

やり方は、これでいいハズですが
エンドミルの径の影響は受けないだろうか?

原始的な絵を書きました(-_-;)
太い黄色丸がエンドミルということで
中央のアルミ円柱と接触ポイントで線を引きました。
どうやらエンドミル径には、無関係と考えてよいようです。
強いて言うなら、エンドミルの歯の凹凸が影響するかもなので
歯のないノッペラボウのでやった方がいいかもです。
そうだ!先が折れたエンドミルがあったなあ!

押し出しすると、スケッチ線が薄くて分かり難いし...

Φ19のアルミ円柱を使うので
最初に測定用ミルを円柱の大まかな中心でZゼロセットして開始
①~③までを行うGcodeを作りました。
*****
(2019.6.18 Marty Vessel)
(For 18mm - 20mm Cylinder)
(Must Set to about Center of Cylinder Top)
(最初に測定用ミルを円柱の大まかな中心でZゼロ調整して開始)
G21 (単位mm)
G91 (相対座標)
G0 Z2 (退避)
G0 X-15 (左に半径:9.5mm+5mm ≒ 15mm移動)
G0 Y-6.5 (半径の約70%前方へ移動・・・①の開始位置)
G0 Z-4 (部材の角のテーパーを避ける為、ちょっと深めにZ-2位置へ)
G38.2 X15 F100 (右方向へ1回目の探索)
G0 X-1 (接触ポイントから左へ1mm戻る)
G38.2 X2 F10 (Feed落として本探索・・・①ポイント決定)
G92 X0 Y0 (Work coordinatesをXYゼロにセット・・・①(0,0)セット)
G0 Z4 (Z2位置へ退避)
G0 X20 (①ポイントから20mm右へ・・・②の開始位置)
G0 Z-4 (Z-2位置へ下げる)
G38.2 X-15 F100 (左方向へ1回目の探索)
G0 X1 (接触ポイントから右へ1mm戻る)
G38.2 X-2 F10 (Feed落として本探索・・・②ポイント決定)
G0 Z4 (Z2位置へ退避)
G0 Y20 (②ポイントから20mm後方へ・・・③の開始位置)
G0 Z-4 (Z-2位置へ下げる)
G38.2 Y-15 F100 (前方に1回目の探索)
G0 Y1 (接触ポイントから後方へ1mm戻る)
G38.2 Y-2 F10 (Feedを落として本探索・・・③ポイント決定)
G0 Z4 (③ポイントでZ2位置へ)
M30 (End of Gcode)
*****
③ポイント位置で終了するので
③のXY座標を夫々1/2した座標が、円柱の中心になります。
NCプログラミングができれば、自動計算してそこに移動できるみたいですが
ArduinoベースのGRBL 1.1fでは、対応していません。
内径20mmの塩ビ管を切ってきます。

内側にスポンジゴムを張ります。




リード線を巻き付けますがダメです。
カプラー表面のアルマイト処理が悪さしていますね~
サンドペーパーで表面を削ります。

アルマイト、思ったよりも手強いです(T_T)
塩ビパイプ保持具をバイスプライヤで挟んで、CNCのステージに固定します。

F100の探索では、割と強く当たるのでカプラーが少し傾きます。
間のスポンジゴムがいけないようです。
スポンジゴムを外して、ビニールテープを巻いたら、固定は大丈夫そうです。

測定の様子を動画で!
最初の接触ポイント①座標(0,0)としての中心座標をプロットしました。
CNC2418は、HOLD電流が流れないので停止状態でフリーになる時に
Max 0.02mm(±ピッチ2mmの1/200step=±0.01mm)
ズレてしまう可能性を秘めていますが
バラツキは、X座標:0.04mm、Y座標:0.01mm
離れた2点は、モーター取り付けボルトの締めが甘かったみたいです。
たぶん、USB MicroScopeで合わせるよりは、精度がいいのではないかと^^;

これ「Edge Finder/Touch Point Sensor Probe」なるものがあり
後ろに電池を入れるようになっています。
が、先端ボール径:10mm、シャフト20mmでとても大きいのです(T_T)

 |
| 出所:KUROKESU |
コツンと当たった音を拾って接触を検知するようです。
小さく作るのは、無理っぽいですね~
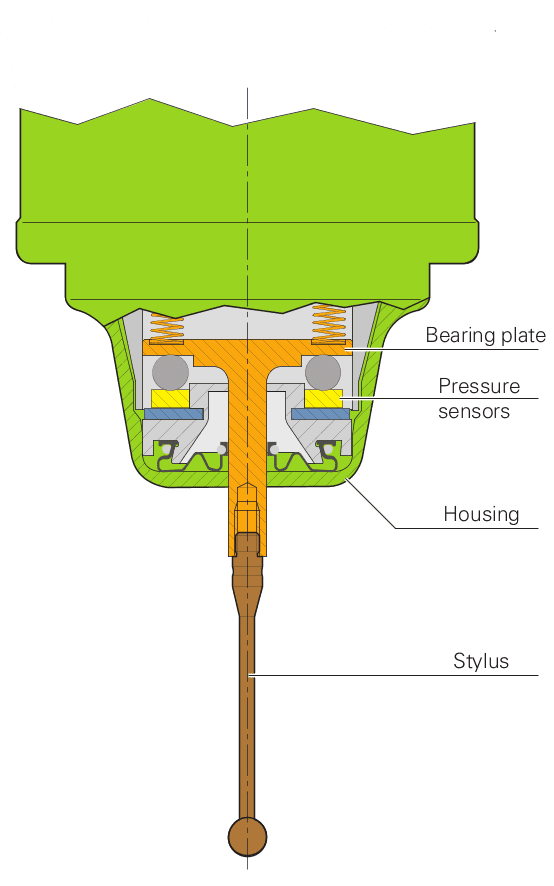 |
| 出所:HEIDENHAIN |
アルミ円柱というのは、このフレキシブルカプラー
外径Φ19、中の穴Φ8です。

そこにΦ16 深さ2mmの穴を掘りたいので
Fusion360でモデルを描いて~

内穴の周辺に薄~い壁が残っています。
CAM設定がどこかいかんのでしょうが、
まあ後で削ればいいやと、そのままやっております(-_-;)

アルミだからそんなもんかな?
先端Flat・4-Flute(4枚刃)・スパイラルの3.175mmです!
2-Fluteに比べ回転数が2倍増し相当になるはずです。
2年ほど前にアルミ放熱板の面取り用に購入してたものです。
US$ 10.88/5本組
今見るとUS$ 8.28/10本組(10% OFF)に大幅値下げだ~(T_T)
アルミ用とは書いてないけど大丈夫かな~?

先端は、こんなんです。

作った時は、かなり強気だったみたいで、
或いは、柔らかい純アルミしか削ったことがないからか?
今は、3.175mmのエンドミルで深さ0.13mmする勇気はないので(-_-;)
270mm/min、深さ0.05mmで行ってみようと思う。
終わって見ると深さ0.13mmなんてとんでもないでした(-_-;)
とても恥ずかしい危ない設定でした(-_-;)
2018.3.23の追加は当たりであります。
*****
| D[mm] | 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.175 | |
|---|---|---|---|---|---|---|---|---|---|
| Vf[mm/min] | 110 | 140 | 170 | 200 | 230 | 250 | 270 | 270 | |
| 深さ[mm] | ④fz x8 | 0.05 | 0.07 | 0.09 | 0.10 | 0.11 | 0.13 | 0.13 | 0.13 |
特に2.0mm以上の深さ: 0.13mmは、厳しい気がしてきた。
深さ: 0.05mm~ 実切削して様子を見た方がいいと思われます。
*****
本番の中心座標だしして、円柱中心に移動して、切削ミルに交換します。
切削屑が飛び散らないように周りに紙でフェンスを作ってみました^^;

付属のは、24V 5.62A
よく見ると「for Lenovo」ってあります。
スピンドルモータを100%にセットして回転を開始すると
起動時の突入電流で電源の電流リミッターが働き
ビュ~ンビュ~ンビュ~ンと連続回転してくれないのです。
90%とかで回転を初めて100%まで上げるのは大丈夫なのです。
定格ギリギリで動いていたのです。

この店のは、組立とかちゃんとしている感じがします。
(まだ1個しか買ってませんが)
US$ 15.87(19% OFF)

これ位の大きさです。
気のせいかもですが、100%でのスピンドルの勢いや音が良くなったような...^^;


このコレット焼き嵌めのに換えてます。
アルミを削るとイモネジが吹っ飛んでいたもので(-_-;)
モーター自体の能力は同じく非力なやつです。(2019.6.22追加)

さて、予定2時間の切削にいきま~す。
深さを下げてからの1~2周目は、ミル底面全面で切削するので
ガリガリでヤバそうですが、3周目辺りから
側面の切込み 0.05mmになっているのでビビリはなくなります。
スピンドルモータは、PWM 100% ≒10000rpmです。
動画で!
半径方向に0.05mmずつしか進んでないからでしょうね~
シミュレーションと同じく中の穴周りに薄い壁ができています。
まあ均等に壁ができているのでセンターはほぼ合ってるということで...
カプラーのアルミ材質、何だろう?
A5000番系かA6000番系かな?知りたい気がします。

(最後で反省しているようにCAM設定がいけなかったのですが)
Feed 70%(190mm/min)にすると大きなゴリゴリ音がなくなります。
Feed 50%(135mm/min)だとビビりもほぼなくなります。
切削中のアルミカプラーの温度:33.6℃
0.05mmの深さなので発熱が少ないのかも?
黒体反射率ではないので、目安ですが。

Feed 140%(378mm/min)でゴリゴリ音が出始めます。
130%(350mm/min)まではいけそうです。
Z軸ステッピングモーターの側面温度:44.6℃
ヒートシンクが効いているようです。
温度上昇から無難な設定と言えるのかもしれません。
深くしてFeed落とすと、この温度が上がるでしょうから
筺体の剛性とスピンドル/Z軸のトルクからいくと
まあ程よい設定なのかもしれません。

Z軸は発熱が大きいので、この時、取り付けたものです。
CPU用ですがサイズが丁度いい 40 x 40 x 20mm、US$ 1.89/個

次に温度が上がるY軸は、38.6℃

40 x 40 x 11mm、2個でUS$ 1.14

GRBLコントロール、zCandle V.1.1.8.2は、とても便利です!
この時にYY氏の全面協力により導入しました。
Overridingが、PCのFunction Keyでできるのです。
F1:-10%、F2:-1%、F3:+1%、F4:+10%
マウスでスライドバーに合わせなくていいので素早くできます。

この改造版Candle「zCandle」は、GitHubのここに掲載されています。
「LICENSE」と「settings.ini」は、今まで使っていたVer.1.1.7からコピペします。但し、十分な確認をしているわけではありませんので、注意の上、ご使用ください。
Windows版とLinux版です。
YYさんに感謝ですm(_ _)m
この壁紙は、大正解でした!
集塵機で吸い取らなくていいし、席を外すこともできます。
途中でグリスを振ったりしたので飛び散っていますが、かなり使えます^^;

が、内側に薄い壁が残っています。
Fusion360 CAM設定のどこかが間違っているんですね~
どこだろう?

真上から見ると、センター0.1mmはズレている感じがします。
タッチ時の接触が今一のような気もします。


Φ5のままでもいいちゃいいのですが...
センター精度は必要ないのでドリルで手作業
また、塩ビ管の治具をバイスプライヤで挟んで固定して

ちょっとずつ掘ったのですが、触ってみると結構な発熱です。



US$ 0.37/10個(20% OFF)

逆さにしても落ちないので、いい感じです。
これで完成です!


Φ8にした穴には、レンズで収束したビームが通ります。
やっぱ下はΦ5のままでもよかったかな~(-_-;)
CO2レーザーカッターの改造用であります。

Φ1とΦ3で比べると、
エンドミルの径が大きくなると切削量やFeedを落とさないと
マシンの剛性とスピンドルモータの能力が足りないことがわかりました。
今回のCAM設定の反省です(-_-;)
CAM(今は"製造"ってメニュー)にいって
チューブ型のストックにします。

[工具][送りと速度]

[図形]で切削部分の外側と内側の輪郭を選択したのです。

内径の所に薄~い壁が残ったのですが、
まあ後で削ればいいやと、そのままやってしまっております(-_-;)

変な所でランプしていて、最初の1周が、ミル底面全体で切削するので
270mm/minでは、結構ビビってしまうので
Overridingで40~50%に落としていました。
結局、2時間ほとんど付きっきりではあったのです(-_-;)

内側の穴の輪郭を選択しておくと

妙なランプがなくなります。
最初に確認しておけばよかったのですが先を急いでしまった~

半径方向の切込みも0.05mmにしていました。
デフォルトでは[最大切削ピッチ]がエンドミル径より僅かに少なめ
3.175mmの場合は、3.01625mmに設定されます。
ここを弱気になってしまい、0.05mmにしていたのです。

[最大切削ピッチ]で内側からじんわり切削していくので
0.1mmに設定しても(深さ:0.05mm)
5時間22分26秒という恐ろしい時間になります。
40~50%にFeedを落とせば、ビビリがなくなっていたので
270mm/minだとややビビリを許して0.5mmまでは行けそうな感じでした。
[最大切削ピッチ]:0.5mmで

この時間で済むことになります。
ひょっとしたら日本製のミルだと以前のでもいけるのかもしれません?
全部を実践したわけではなく、切削形状やアルミ材質でも変わるので
あくまでも目安です。
***以前のもの**
**********
***今回見直し版***
| D[mm] | 0.6 | 0.8 | 1.0 | 1.2~3.175 |
|---|---|---|---|---|
| Vf[mm/min] | 80 | 100 | 120 | 180 |
| 深さ[mm] | 0.05 | 0.05 | 0.07 | 0.07 |
・できるだけドリルで下穴を開けて、そこから側面切削で
[最大切削ピッチ]0.1~0.3mmでゆっくりやるのがいいみたい。
・特に径が大きめのミルでは底面全体で切削する時は、
マシンの剛性やスピンドルモータの力が弱いので
Feed:120~130mm/minに下げた方がいい。
**********
所で、2年前の2017年6月10日のブログに
「PM2.5アレルギーで集中力低下しております」
と書いてました。今年もなのです(T_T)
年々、体の反応がひどくなっているのか?
或いは、汚染の方がひどくなってきているのか?
これは、2019年6月4日の福岡県の最高地点のグラフ
マーティー工房付近は、これよりは低いようですが...
そのサイト見ていると、どうも体調と同期しています。
最近は、やっと少なくなってきたようです???
集中力が回復するといいのだが...
2 件のコメント:
CNC2418でアルミ切削は、事例が少なくどの程度の能力か疑問でしたが、設定に注意すればある程度いけそうですね!
マーティーさんのSW電源、当方でも支障なく稼働中です。
昔青年さん、いつも見ていただきありがとうございます。
手探り状態ですので、参考程度でお願いします。
削りながら変な音がしたらOverridingでFeedを遅くしたり
音が静かな時は、Feedを速くしたり、しております。
電源が良くなったので100%でも安心ですね~
コメントを投稿