
巷で流行ってるマスクをTPUでプリントしてみようと思いました。
一応、一言^^;
これは、3Dプリンタ・マスクをTPUでプリントした格闘の記録です。
使用を推奨する為ではありませんのでご理解願いますm(_ _)m
さて、TPUの手持ちが黒しかないので、Amazonで白のTPU 500gを見つけて、
あまり考えずにポチったら中国からの配送で、丁度2週間後に到着(T_T)
FIYA wigsブランドかと思ったら店の名前で、中身はノーブランドっぽい?

ポチった時は1,887円だったのですが、2,387円に値上がりしてますね~(T_T)
注:500gです。

郵便受けに入ってましたが、外箱は、見慣れた茶色テープぐるぐる巻で
AliExpressにこんなでかいの注文してないのにな~
と思って外側の段ボールを開封すると、Amazonに注文してたフィラメント!
中身も茶箱だ~!茶箱トラウマでちと不安が過ぎります(-_-;)

ブランド名はどこにもないです。
SUNLUの茶箱ORANGEの時も茶箱にブランドなしのラベルだけでした(-_-;)
不安は高まりますが
元々、有名ブランドじゃないとこで買ったので覚悟の上であります。

500g品なので、リールの径は、1Kg品と同じで厚みが約半分です。
触った感じでは、SUNLUの黒TPUより微妙に硬い感じです。

バージョンアップは積極的にしない方なので...(-_-;)

[FABtotum]の[TPU]の中は[TPU]を選択して


ノズル:205℃で、そこそこ上手く行ったのですが
ベッド:70℃で食いつきが良すぎて、剥がすのに苦労しました。
4mm厚のFR4ベッドです。

ちと幅が広いですね~(-_-;)
TPUは、スロート温度が上がり過ぎるとまずいので
ノズルは低めの207℃で手を打つことにします。
ほんとは、まず温度タワーとかプリントすればいいのでしょうが...
感に頼るのは好きな方です^^;

まあ、気休めでしょうが、どうしてもゼロにしたくなくて...^^;

基本 20mm/min、Travel SpeedだけPLAと同じにしてます。
Initial Layerは、更に1/2の10mm/minです。

3Layer目辺りで徐々に回り始め、10Layer目でフル回転になります。

ここの「PITATT 3D print mask」
「ワンタッチでフィルター交換できる3Dプリントマスク」
2種類の大きさ、SMALLとREGULARのデータが公開されています。

誠にありがたいことでありますm(_ _)m
データに利用規約のPDFが同梱されているので読んでおきます。
データに利用規約のPDFが同梱されているので読んでおきます。
間にフィルターを挟めて、取り換えできる構造です。
outerとinnerを並べて、スライスします。
傾斜50°以下のオーバーハングの赤い警告がでてますが、
このままやってみます。


予想時間:8時間2分であります。
27gなので、フィラメント材料費:102円ってことになりますね~

Repetier-Host Ver.1.6.0に読み込みます。
このバーションの画面デザインが好きなんです^^;


マーティーの3Dプリンタ Geeetech i3 Pro Bは、
「3Dプリンタ その41」でキャリッジを5mm厚の総アルミに改造して、

ちなみにフィンは、10円玉ではなくて~
0.5mmの銅板をΦ30にカットしたものです^^;
TPUでは、予想以上にこれが、効果を発揮してるようです。

フィラメントを挿入して、少し出した感じでは
SUNLU TPU+よりも出がいい感じです^^;

outerパーツのBRIMは外側からプリントしていきます。
いつの間にかベッドが傾いてるようで、右側がやけに薄いです。
3D TouchもIR Senserも調子が悪くなり、
オリジナルのメカSWで中央のZゼロ調整してるだけです。
この時、9:10

動きはゆっくりなので、プリント中にベッド調整用の右側のボルトを
少し締めてベッドの右側をちょっと下げていき、
BRIMの内側では良くなってきました。

innerパーツのBRIMはいい感じです^^;
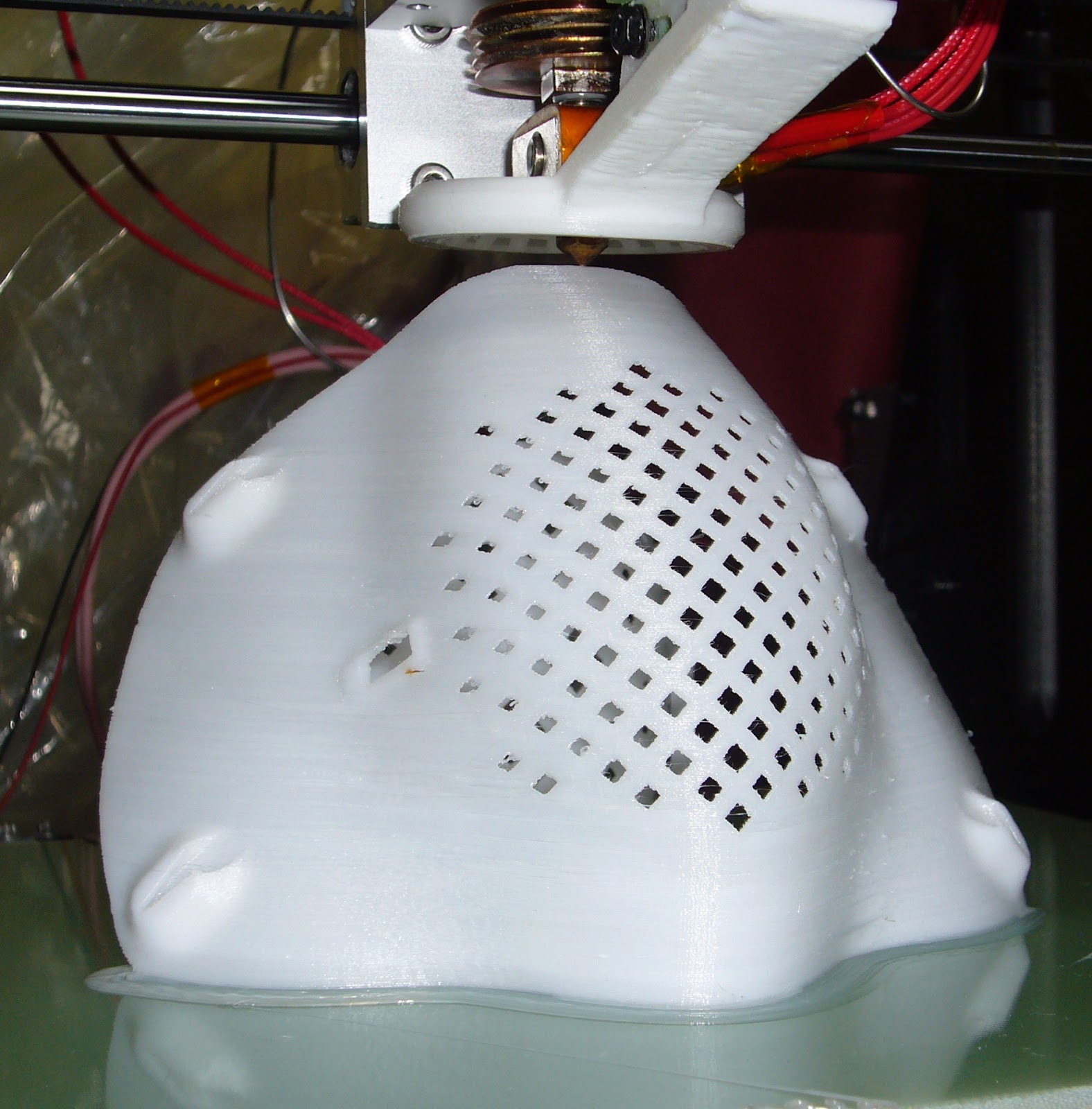
最初の方は、なかなか目が離せませんね~

この辺までできると大丈夫でしょう!

でも、造形物の幅がわずか3本分なので、心配は残ります。
ちょこちょこ確認する必要はあるでしょう。
まあ、異常があった時は、中断してやり直すしかないんですが...



やっとここまで、

時々、糸引きがでますが、少ないです。


穴部分の糸引きはありません。
手前のouterパーツと奥のinnerパーツ間にも糸引きはないです。
意外とRetract 1mmが効いてるようです。

四角穴が今一かな~
小さな穴には糸引きがあります。

こっちの四角穴は良さげです。

この辺りを動画で!
あと2時間ちょいかな?

かなりいい感じでできてます。

糸引きもなさそう。

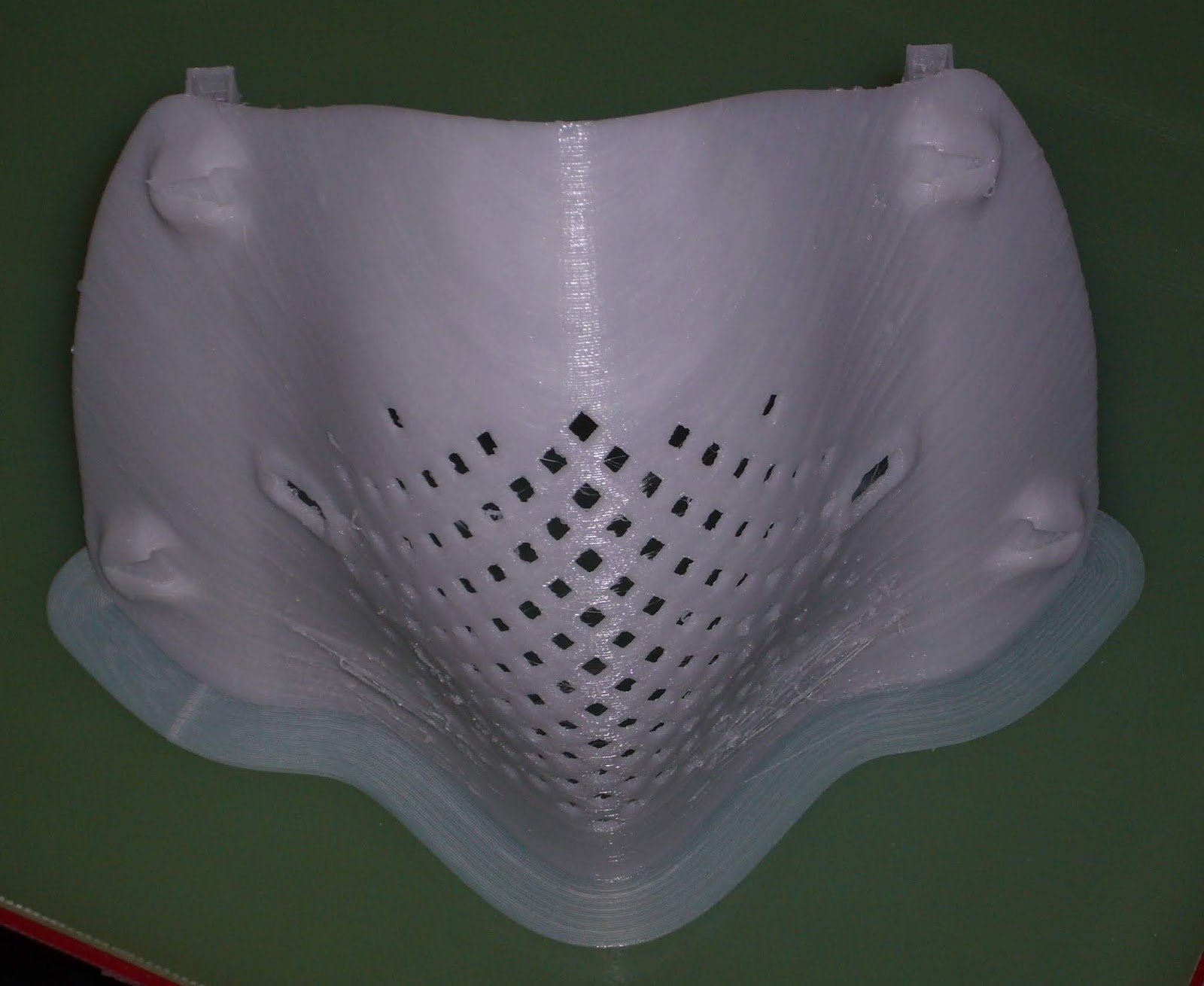
裏側から。
糸引きがかなり出ると思ってたら、殆ど出てません。
outerパーツの右の方にモジャモジャがあります。

既に手前のinnerは、完成して、完璧に近いです(^O^)/

もうすぐかな~

スローとのラジエーターがなかなか活躍してくれたようです。

innerの穴がここまでキレイにできるとは思いませんでした。

あと少し!

最後の1層か!
できました!
9:05~16:48なので7時間43分

outer(左側)の上の方のモジャモジャが気になります。
オーバーハングでもないんだけどな~

outer(上側)の湾曲の所は、傾斜が50°以下で警告が出てましたが
キレイにできたようです。

よく密着していますが、ベッド70℃の時より剥がし易いです。
冷えても剥がれないので、ひょっとしてベッドOFFでもいいのかも?



TPUが柔らかいために、振動で揺れてズレるようです。
Travel 80mm/minで速めなので振動も大きいのかも?

オーバーハングの部位ではないんですが、表側に突起がある部位です。

穴は糸引きもほぼなしでキレイにできてて、修正不要のようです。



このTravelの向きが原因かな~
outer(上側) ⇒ inner(下側)へのTravelが行きか戻りかの違いのようです。
Travel Speedにも関係してるのでしょう。
outerとinnerの間には、全く糸引きはないんだけどな~

かなりバッチリできています。

柔らかいのでこの小さなハサミを使うことにします。




inner取付部に切り目を入れてouterの裏に乗せて

上側が鼻部分になるので、不織布を飛び出させておきます。



鼻から上は謎の人物ということでモザイクで失礼します(-_-;)
フィット感は思ったよりいいです。
鼻の部分のRが大きい感じで隙間があります。
顎部もちょっとだけ長いかな?
90%位に縮小するともっとピッタシなるのかも?
ちょっとした買い物では使えそうですが、
肌に密着部分は、通気しないので、長く着けてると蒸れます(T_T)
飛沫や花粉がある程度は阻止できると思いますが、
フィルターの素材や密着具合でも変わるので保証されるものではありません。
まあ、市販の家庭用マスクもフィルター素材しか試験されてませんが...

手芸用の平ゴム、使い捨てマスクのゴム紐、輪ゴムで解説されています。
今は、ゴム紐類でさえどこも売り切れなのでこれを使ってます。
マーティーは、古いアンダーシャツを小さくカットして
油拭き用として使っているのですが、

まあ、布をミシンで縫って作ってもいいのでしょうが...
メリヤスだと思いますが、丁度いい感じで伸び縮みするのです。



この溝状の挿入口にスライドして入れれば、


鼻の部分だけ90℃のお湯に30秒ほど浸けて、熱いのでお湯をよく切って
顔に当ててマスクの端の鼻の部分を摘むと整形すると、
フィット感が良くなりました。
息を吐く時はほっぺた部分からもやや漏れてますが、
吸う時は、ほっぺた部分が密着するのがわかります。

ゴム紐が劣化して使えない古いマスクが見つかったので、これにします。
家のマスクの在庫もかなり減ってます(T_T)




続いて、Smallの方もプリントしました。


これも写真左側上(プリント時の右側)の品質が悪いです。
内側の壁の1層だけが、表面が糸引きみたいに定着してないのです。


顔に当ててマスクの端の鼻の部分を摘んで整形しました。


下がSmall
単純に小さくしたものではなく、別人の顔に合わせてあるようで、
顎の所も形状にも差があります。
子供用というより、女性用と男性用って感じです。

マーティーは、小顔というわけではないですが
このSmallでも顎部分が少し短いけど、なかなかフィットします。
プリントの質が悪い所がほっぺたに当たると、ちょっちガザガザします。

アクリル樹脂専用接着剤で整えることにします。
アクリサンデーと同じ成分の二塩化メチレン(ジクロロメタン)
使用は屋外で、マスク必須です!

TPUは溶けなくて、吸い込んで膨張するようです。
レイヤーの一本一本が伸びて浮き上がって、逆に悪化しました(T_T)

セメダインのABS用接着剤を塗ることにします。


二塩化メチレンで伸びきった後で汚いと思ったら、
これも多量に付けると膨張して伸びます(T_T)
二塩化メチレンよりは溶けてる感じです。
半乾きの所で押さえ付けないと浮いてきますね~

矢崎化工株式会社のイレクターパイプ専用の接着剤であります。

いずれも取り扱いには厳重注意の溶剤であります。
二塩化メチレンよりは、表面が溶けてくれますが、
ブツブツが取れるほどではなく、膨張します。
ひょっとしてアセトンがいいのかもですが、手持ちがありません。

KOTELYZERで温めて溶かすしかなさそうです。
レイヤーの付きが悪い所も修正できますが
Infillが少ない所は、温めすぎると凹みます。
TPUは紙ヤスリとかで削れないので、修正するのは難しいですね~

outerをもう一個プリントしました。
Travel 80⇒40mm/minに落とし、Retract無し、Infill 100%でやったら
こんなに酷い糸引きが~~(T_T)
その他の設定は、先と同じ
ノズル 0.3mm 207℃、Layer 0.2mm、20mm/min、ベッド FR4 55℃ です。
Retract 1mmの効果は、かなりあったということになります。


それでもどうしようもなく醜いので
ダメ元でこのバーナーで炙ってみました^^;

バーナーを動かしながら10秒ないくらいかな
表面が溶けて光りだしたら、炙るのを止めると、じわっと表面がキレイになりました。
Infill 100%にしてたので、凹むことはないですが、気をつけないと変形します。
溶けるだけで伸び縮みはほぼないので、Wallが浮いてる所とか
大凡の修復はできた感じです。弾力も失われないです。
ブツブツもわりとなだらかになります。
ただ、溶けた所は、ちょっと炙り過ぎたのか、
テカるのと、僅かに黄色っぽくなってます。
先のKOTELYZERでコツコツとやった方が良さそうです。

表から。
穴の中の糸引きも取れないことはないですが、小さい穴は難しいです。
炙りすぎると穴同士の架橋が縮んで細くなりそうです。
上手いことやればキレイにできそうですが、難しいです。
Infill 100%は必須でしょうが、慣れると炙りが一番手っ取り早いのかも?

仕方ない、もう一個やるか!
Retract 1mmで他は上のと全く同じにしました。
見事なまでに糸引きが激減しました。
ちょっとモジャモジャが出てます。
Retract 2mmにすると減るのかな~?それとも悪影響がでるかな~?

矢印部の段差は、造形物が薄くて高くなると
TPUが柔らかいのでプリント時に揺れて発生するみたいです。
[Z Hop When Retracted]ONにすると改善するかな~?

裏側。
どうしても左側(プリント時は右側)の品質が悪いです。
これも上の方で発生してるので、ノズル温度ではなさそうです。
プリント時に揺れてるんだろうな~
[Z Hop When Retracted]で抑えられるかもしれないな~?

穴の中の糸引きも激減です。
Retract 1mmでこんなに差がでるとは!

これは、先のRetract無し、他の設定は全く同じです。

ちなみにレイヤーファンOFFの場合もやりました^^;
ちなみにレイヤーファンOFFの場合もやりました^^;
矢印部から下が全体的に凹み、
オーバーハングが最大になる赤丸部(顎部)は、かなり凹みました。
写真の下側が、プリント時は上になります。

ん~ん、もうひとつプリントしたくなりました~^^;
[Retraction Distance]1mm ⇒ 2mm
[Z Hop When Retracted]ON
[Z Hop Height]0.2mm
Retractする直前に0.2mmノズルを上げて移動するという設定を
[Z Hop Height]0.2mm
Retractする直前に0.2mmノズルを上げて移動するという設定を
やってみたいのであります。
ちょっと途中で見に行くと、
RetractでZ Hop(ノズルが0.2mm上昇)する時に
一瞬停止状態になるので穴の所で糸引きがでてます。
一瞬停止状態になるので穴の所で糸引きがでてます。
Z HopのSpeedを上げるといいのかもしれませんが、
Cura Ver.3.5.1では、設定はないようですね~(T_T)
Z軸そのももの速度を上げればいいのかな? Firmかな~?

丁度見に行ったらモジャモジャの所だったので、原因が分かりました!
右側のモジャモジャは、写真で左からTravelで移動してきて入る所ですが
紐の取付部が太くてやや盛り上がってるみたいで、
Z Hop 0.2mmしてるけど、ノズルがあたって
造形物が歪んだ瞬間に空中に出し始めていたのです。
他も部分も、プリントしている時は、ノズルが接触状態にあり
造形物が薄くてTPUが柔らかいので、高くなると、全体の重みもあって
ノズルの動きで造形物の揺れが大きいのです。
特に、TPUの場合、サポートをつけるしか改善策はなさそうです(T_T)右側も、Z Hopなしの時より汚いですね~(T_T)
修正はKOTELYZERでやるのが、最も良さそうです。

Z Hop無し、Retract 1mmの方が良さそうです。

ん~~~ん、ここらで諦めようかとも思いましたが、
どうしてもキレイにプリントしたいな~
もうこうなったらモデル自体ににサポート付けるしかないです^^;
Fusion360にSTLファイルをアップロードして
壁厚0.3mmの下駄を履かせて
 前側をカットしてサポートにします。
前側をカットしてサポートにします。
 こんなサポート下駄です。
こんなサポート下駄です。
一体でSTL化するので一体でプリントされます。
 所が、Cura Ver.3.5.1でスライスすると
所が、Cura Ver.3.5.1でスライスすると
追加したサポート部分は、Travelのラインができるだけで
造形されないのです(T_T)
まさか、Fusion360でSTL保存する時に失敗したのか?
 Line Width:0.3mmの設定に対して、サポートの壁厚 0.3mmでした(-_-;)
Line Width:0.3mmの設定に対して、サポートの壁厚 0.3mmでした(-_-;)
[Print Thin Walls]にチェックを入れると
 サポート部もプリントするようになりましたが、
サポート部もプリントするようになりましたが、
やけにTravelラインだらけです。
まあ、サポート間のTravelなので問題ないのですが、効率悪そう(-_-;)
 で、[Horizontal Expansion]0 ⇒ 0.01mmにしてみると
で、[Horizontal Expansion]0 ⇒ 0.01mmにしてみると
 いい感じになりました。
いい感じになりました。
サポート下駄の肉厚を0.3mmより僅かに太くしていけばよかったんですが...
水平方向の肉厚が、0.01mm太るだけなので本体への影響はないでしょう。
これでやることにします。
ちなみにプリント時間は、5時間 ⇒ 7時間にUPであります。
[Z Hop When Retracted]OFF
[Retraction Distance]1mm
に戻してます。
 まずは、快調にプリントできてるようです。
まずは、快調にプリントできてるようです。
どうしてもキレイにプリントしたいな~
もうこうなったらモデル自体ににサポート付けるしかないです^^;
Fusion360にSTLファイルをアップロードして
壁厚0.3mmの下駄を履かせて


一体でSTL化するので一体でプリントされます。

追加したサポート部分は、Travelのラインができるだけで
造形されないのです(T_T)
まさか、Fusion360でSTL保存する時に失敗したのか?

[Print Thin Walls]にチェックを入れると
やけにTravelラインだらけです。
まあ、サポート間のTravelなので問題ないのですが、効率悪そう(-_-;)

サポート下駄の肉厚を0.3mmより僅かに太くしていけばよかったんですが...
水平方向の肉厚が、0.01mm太るだけなので本体への影響はないでしょう。
これでやることにします。
ちなみにプリント時間は、5時間 ⇒ 7時間にUPであります。
[Z Hop When Retracted]OFF
[Retraction Distance]1mm
に戻してます。



サポートなしでは、上側(顎部)がレイヤーズレで段差になってましたが
とてもキレイな曲線になりました\(^o^)/
やはり、プリント中に揺れてたのが原因だったんですね。

頂点近くはオーバーハングに近いのでレイヤーファンの効果大です。

なかなか上手くいかないもんですね~
まあ、この程度の糸引きはカットすればいいのですが、
悪化したのでどうも気に入りません^^;

前面に突き出たTravelライン(濃い青線)が多いですね~
サポートつけてライン取りが変わったようです。

前面に突き出たTravelライン(濃い青線)が少ないです。

どうやらこれがいいみたいですね~

[Optimize Wall Printing Order]:ON
[Print Thin Walls]:ON
[Horizontal Expansion]:0
ちなみに設定の挙動については、
「スライサー Ultimaker CURA 設定完全攻略 Ver4.4.1対応版」
を活用させていただいておりますm(_ _)m

さすがに疲れてきたけど、これで最後だ~~

Retract 1mmの効果が大きかったので2mmで行くことにします。
主な設定をまとめると、
[Layer Height]0.2mm
[Line Width]0.3mm
[Optimize Wall Printing Order]ON
[Print Thin Walls]ON
[Horizontal Expansion]:0
[Infill Density]100%
[Retraction Distance]2mm
[Retraction Speed]20mm/min
[Print Speed]20mm/min
[Travel Speed]80mm/min
[Z Hop When Retracted]OFF
[Enable Print Cooling]ON
で、待つこと7時間弱、できました!
これで、Smallの7枚目!
50時間弱プリントしてることになります。


[Retraction Distance]2mm
[Travel Speed]80mm/min

[Retraction Distance]1mm
[Travel Speed]40mm/min

モデルは、厚み0.300mmで描いています。
この設定で、細い壁をやると、キレイにプリントできてるのに
[Print Thin Walls]OFF
[Horizontal Expansion]0.01mm

[Print Thin Walls]ON
[Horizontal Expansion]0
ノズルが小刻みにギザギザ動作でプリントしていました。

こんな妙な転々のTravelが発生してました(T_T)
なぜか片方のサポートだけなのです。
やっぱ[Line Width] 0.3mmなので、
モデルのWallを0.31mmとか僅かに大きくするべきでした(-_-;)

さて、サポートを取り去っていきますが、
小さいハサミでざっくり切り取った後、裏返して
曲面なので、0.2mm厚のオルファカッターで歯を湾曲されて、切っていき、

左右に縦線の跡が2本ずつ残ります。

ブツブツの塊も取っていきますが、毛玉を取る感じで時間が掛かります。
2000円をちと超えますが、日本製を実感できる工具です。

最後のサポート付きでプリントした2品です。
ようやく満足いくものができました\(^o^)/
上が7回目、下が6回目
上の方がRetraction Distance 2mmですが、穴の糸引きが多いですね~
僅かですが、四角穴の出来も、上の方が悪いです。
Retraction Distance 1mmで十分のようです。

マーティーは、ここ数日、近くの買物の時だけ
上が7回目、下が6回目
上の方がRetraction Distance 2mmですが、穴の糸引きが多いですね~
僅かですが、四角穴の出来も、上の方が悪いです。
Retraction Distance 1mmで十分のようです。

マーティーは、ここ数日、近くの買物の時だけ
一発目のRegularサイズのマスクをしています^^;
やはり、ほっぺたや鼻部分からの漏れは少なからずあります。市販のマスクや不織布がどうしても手に入らない場合に
ティッシュペーパーを4つ折りでフィルター代わりにすれば、
なんとかマスクになりそうです。
スーパーのレジでは、どこも透明ビニールのカーテンが付いてます。
もはやマスクだけではダメだということですね~(T_T)
最後にマスクの箱の表示を色々見てみました。
まずこれは、
・細菌を含む飛沫:BFE(Bacterial Filtration Efficiency)試験
・ウイルスを含む飛沫:VFE(Viral Filtration Efficiency)試験
・花粉:花粉捕集効率試験
・微粒子:PFE(Particle Filtration Efficiency)試験
なので、花粉、微粒子、飛沫の大きさの試験がやられてます。

具体的に「10~25μm未満の粒子」と載ってますね~
家庭用の不織布マスクはどれもこんな性能だと思われます。
俗にPM2.5:2.5μm、飛沫状態でなく空気中に漂う場合は、
細菌:1μm、ウイルス:0.1μm らしいです。


この三種の「PFE/VFE/BFE試験」が標準のようです。


BFE、VFE、PFE試験を行っているようです。
メルトブローン不織布を使ってないと
試験しても著しく低い結果が出るのでお勧めしないってことが、
依頼前の確認用のフローチャートに載ってます。
試験方法についてはマーティーにはよくわかりません(-_-;)
しかも試験はマスクとしてではなく、フィルターだけの性能試験なので
マスクの装着状態によってどうにでも変わるということですね~
サージカルマスクに該当するか、判断の根拠がないのが実情らしいです。
一応、読んだ資料のリンクです
・北里大学のこのPDF。
「動物とヒトのコロナウイルス」
ー2019新型コロナウイルスの流行を受けてー
・厚生労働省のサイトのここ
「第10回 除染作業等に従事する労働者の放射線障害防止に関する専門家検討会資料」
の資料8(PDF)は、
「日本における産業用防じんマスク、医療用マスク及び家庭用マスクの実態」
(平成24年4月の)
・JHPIA 一般社団法人衛生材料工業連合会にここには、「マスクの自主基準」、
その中のPDFに「マスクの表示・広告自主基準」がある。
0 件のコメント:
コメントを投稿