
たぶん上手く行くと思います。
失敗をいっぱい記録したのでまた長くなってしまった~
そのための治具を作っていきます。
早速、ナフコ福岡空港店で
ステンレスビス M3 x 50mm と M4 x 50mmを買ってきました。


ネジ山に傷がつかないようにビニールテープで保護します。


プラスネジの溝を残したまま、頭をネジ部と同経にしたかったわけです。
六角の長いイモネジがあれば最適なのですが。


3030のスライドナットは、M4が最小

なので、M3ナットをつけてM3用のスライドナットにしたいのです。

ナットが下だけなので上部が安定しませんね~
ナットを2つ入れることにします。
返って回り留めになってしまいますが、付け方次第でまあ何とかなりそうです。

これだと安定します。
上ナットもステージから飛び出してないので大丈夫です。

ナットは、銀ロウ付けすることにします。
と思ったけど、
ロウ付けするには、上下のナットを正確に固定しないといけないのです。
ん~ん、固定方法が思いつかない~
仕方ないので、5mm厚のアクリルでスライドナットを作ることにします。
これのM3タイプを作るわけです。
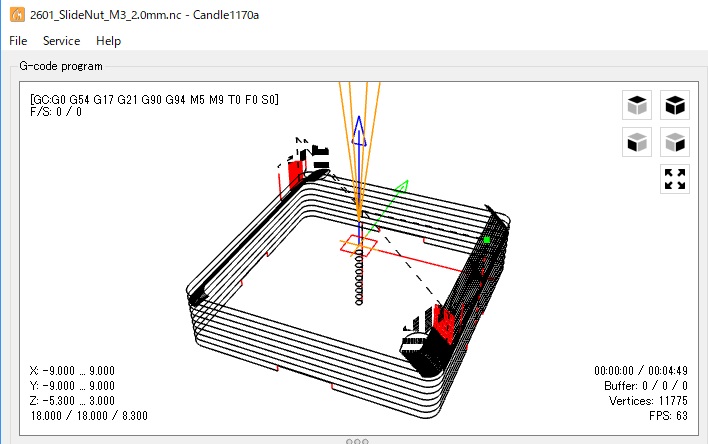
Fusion360でモデルを描きます。
上のを逆さまにしたものでこの形状で十分です。
後で中央のΦ2.5の穴にM3タップでネジ切りします。

CAMに行って、まずは、傾斜部
[3D]-[ランプ]使います。
ここは、加工域の選択がやや面倒です。


一旦、マウスカーソルを枠から離して、また近づけると赤に変わります。

右下の様なアイコンがでてきます。

右から2番目の縦線を先にクリックすると
黒の四角枠が傾斜面の所だけになります。

最後に右下の緑の[+]ボタンを押します。


エンドミルは、全箇所これの
PVC用の2.0mm 2-flute スパイラル・エンドミルにします。

では、Fusion360 CAMに行きます。
設定は、この時の表のアクリルの所を使います。
設定表:<PVC・アクリル・ABS・ポリエチレン>
エンドミルタイプ:スパイラル・タイプ(Flute:1or2)必須
設定表:<PVC・アクリル・ABS・ポリエチレン>
エンドミルタイプ:スパイラル・タイプ(Flute:1or2)必須
| D[mm] | 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.175 | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 切削送り速度 Vf [mm/min] | 2000rpm | PVC | 100 | 130 | 160 | 180 | 200 | 230 | 240 | 240 |
| 3000rpm | アクリル ABS | 150 | 190 | 230 | 270 | 300 | 340 | 360 | 360 | |
| 4000rpm | PE | 190 | 260 | 310 | 350 | 410 | 460 | 480 | 480 | |
| 深さ[mm] | 0.3 | 0.4 | 0.4 | 0.5 | 0.6 | 0.6 | 0.7 | 0.7 | ||
深さ0.1mmずつなので、切削送り速度(Feed)は、500でも大丈夫でしょう!

傾斜なので[最大切り込みピッチ]:0.1mmで階段状になるようにします。


終えてOKすると、冒頭のツールパスになります。

この選択域の設定をやらないと
中央の穴までツールパスができちゃうのです。

そして、一気に両側の傾斜部を選択してみると

(深さ順を解除する設定を探したけど見つからず)

反対側は、別のツールパスとして生成します。

中央の穴は、[2D]-[輪郭]
ここは、0.6mmずつ掘ります。

外形も[2D]-[輪郭]で0.6mmずつ掘り、タブを付けます。

全加工同一のエンドミルにしたので、設定を一括して選択すると


この状態でシミュレーションしておきます。
良さげです。

16 x 16mmと小さいので予想加工時間:5分です。

ポスト処理します。
ん?妙な警告が!
たぶん、またバージョンアップされたのでしょう。[はい]します。

[G28 Safe retracts]が「はい」に戻っています。
これが「はい」だと切削開始時に筋が入るので


さっそく、前回製作のJoystick Controllerの出番です。
カールUSBケーブルが届いたので交換しております。
どこみても3本とは書いてないのに3本送ってきました!
今までいくつも不良があったので、たまにはラッキーなこともないと!
どこみても3本とは書いてないのに3本送ってきました!
今までいくつも不良があったので、たまにはラッキーなこともないと!


なかなか使い易くなりましたが、
時々、STEPが狂うので、Keyboard ControlをOFF/ONして正す必要があります。
 あまりのアクリル5mm厚をセットします。
あまりのアクリル5mm厚をセットします。
 Candle v1.1.7にGcode読み込んで開始!
Candle v1.1.7にGcode読み込んで開始!
 1個目終了!
1個目終了!
タブが低すぎて残り1辺の所で折れました。危な!
 2個目を動画で
2個目を動画で
傾斜の所は、0.1mmずつの堀なのでF500 S300です。
次は、外形掘り。結構硬いです!
2.0mmミルで0.6mmは深すぎっぽい?
溶着は起きていませんが、ゴリゴリって感じで危なっかしいので
OverridingでFeed70%にしています。F240 S300です。
 動画で
動画で
2個目はタブが折れないように最後は手で押さえながら切削して無事終了。
 Zゼロ調整が0.1mm低かったようで
Zゼロ調整が0.1mm低かったようで
ランプで降りてくる時に右下、左上が欠げった様に削られています。
今頃、厚みをノギスで測ると4.8mmでした 。
Z軸も0.1mm低いのも相まって、設定0.5mmのタブは、0.2mmしかない(-_-;)
最初に材料の厚みをちゃんと測っておかないといけませんね~
 まあ、今回の用途には支障はなくてよかったのですが...
まあ、今回の用途には支障はなくてよかったのですが...
 この先は、完全手作業。
この先は、完全手作業。
ハンドタップでM3のネジ切りします。
 垂直にするのがなかなか難しい~
垂直にするのがなかなか難しい~
CNCの加工より時間かけている感じ。
 できました!
できました!
たかがスライドナットに随分長い記録となりました^^;
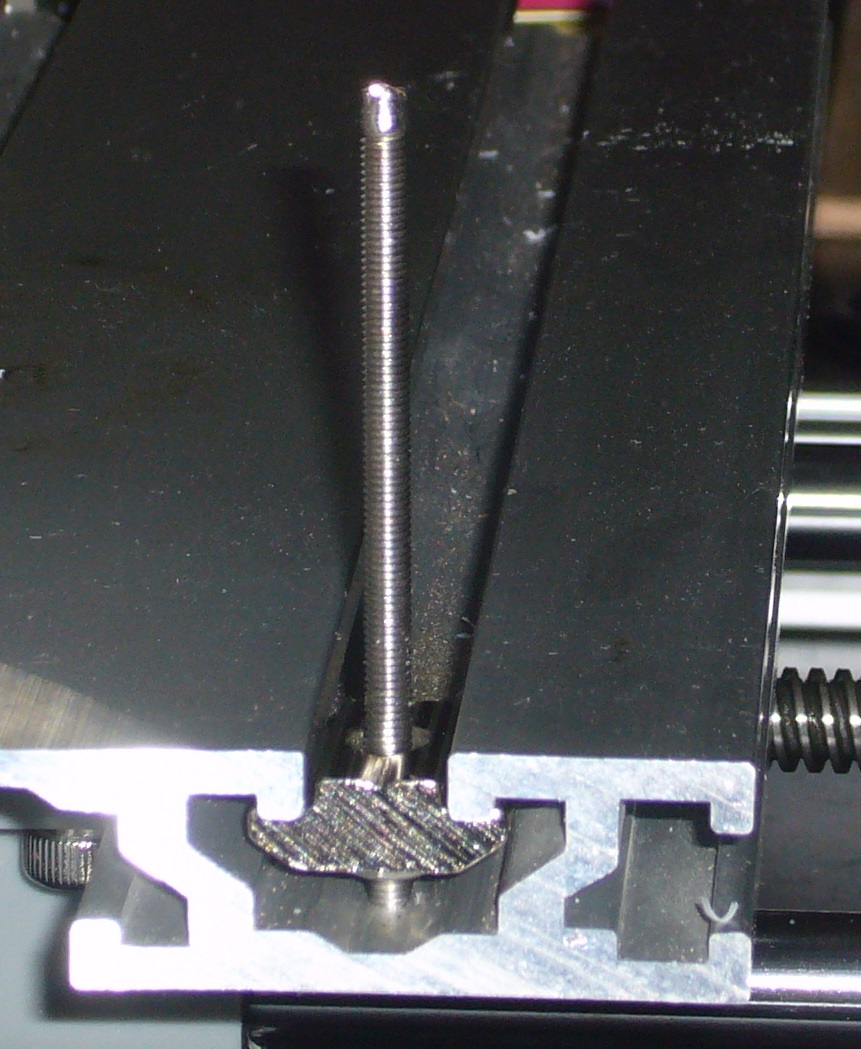
先に作ったM3のロングイモネジピンを装着して
 CNC2418のステージにこの様に固定できるので
CNC2418のステージにこの様に固定できるので
部材を外してもイモネジピンは動かないというわけです。
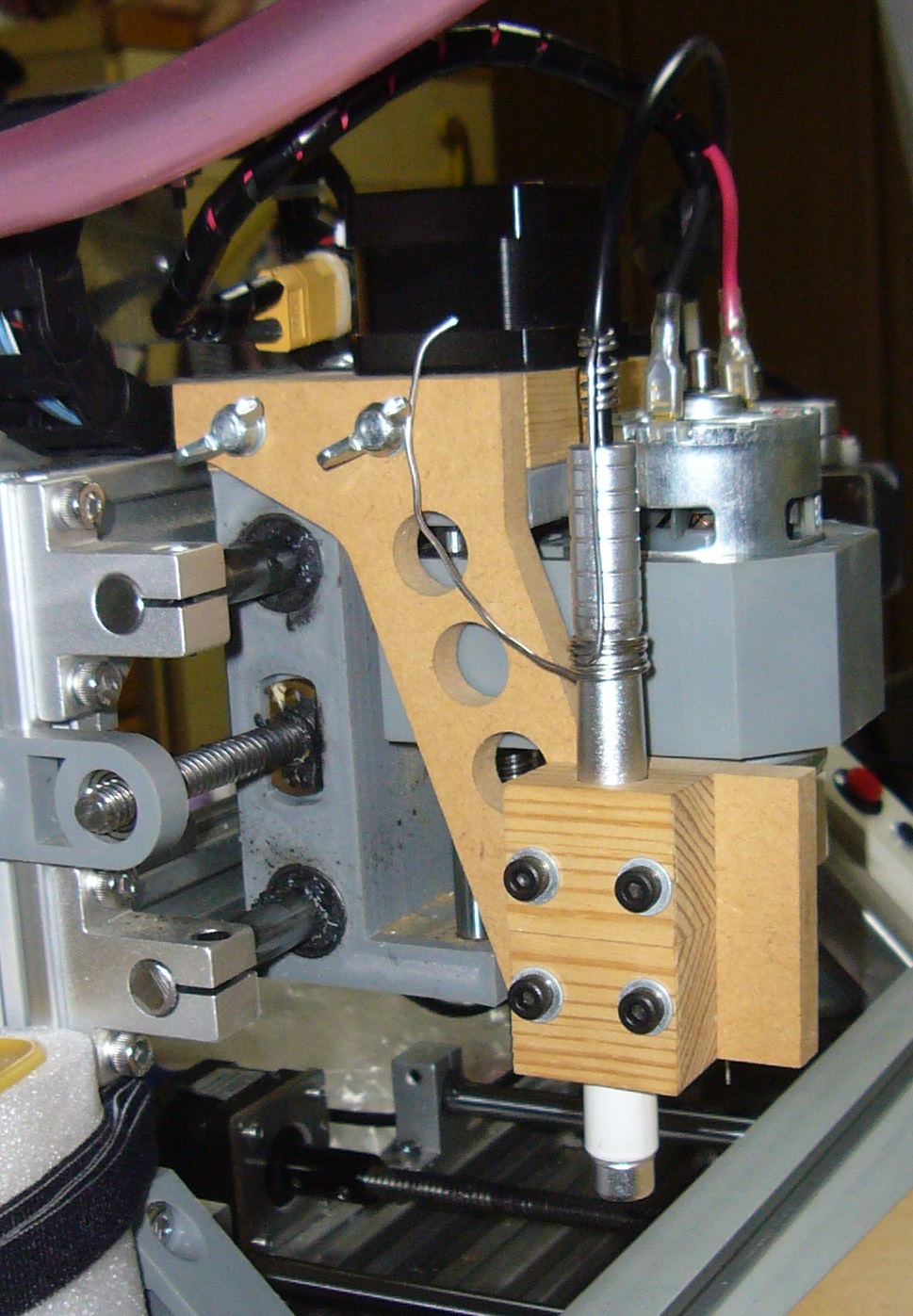
 では、ようやく、MDF 4.5mm厚で実地テストです。
では、ようやく、MDF 4.5mm厚で実地テストです。
スピンドルの横のマイクロスコープは後ほど使います。
 MDFを固定しておいてX軸方向に100mm間隔を開けて2個の穴を開けます。
MDFを固定しておいてX軸方向に100mm間隔を開けて2個の穴を開けます。
2.0mmエンドミルで3.2mmの穴を開けるとギチギチで入りました。
少しねじ込まないといけない程なので
何度かネジを入れて抜くことができるように穴を広げて
アクリルのスライドナットを挿入して上からイモネジピンで固定します。
イモネジピン径は、ノギスで測定して3.0mmピッタリなのです。
 手前両側の固定具を外して、MDFをイモネジピンから引っこ抜きます。
手前両側の固定具を外して、MDFをイモネジピンから引っこ抜きます。
ギチギチで抜く方がやや大変でした。
2回の失敗で左右3つ穴があるのです^^;
 で、MDFを裏返してピンに入れます。
で、MDFを裏返してピンに入れます。
これで裏表の位置合わせでるだろうというわけです。
ちょっとMDFの手前を軽く左右に揺すって遊びを確認しますが
マイクロスコープで見ても0.01mm程度の遊びなので大丈夫でしょう。
方向性は良さそうです。
 しか~し
しか~し
これは、X軸とY軸がピッタリ直行していることが大前提なのです。
マーティーのCNC2418は、ピッタリ90°であるとは思えません。
この方法で裏返すとX軸が「平行には」なっていますが

さっき100mm間隔を開けて2個の穴を開け、
イモネジピンとアクリルのスライドナットで固定していました。
そのピンからX座標は同じで手前の方に2.0mmの穴を開けております。
(穴径は小さい方がいいけど、ちょうど2.0mmミルを付けていたので)
 一旦、MDFをピンから引っこ抜きます。
一旦、MDFをピンから引っこ抜きます。
で、裏返してピンに入れます。
この先は、この時製作したUSBマイクロスコープと固定具、久々の登場です。
マイクロスコープのビューワは、この時にOpenCV/Pythonで描いたものです。
ターゲットマークはマーティーデザインです!
これは、裏返した手前の左穴。
下に何も敷いてなかったので穴の中心が分かり難い~
 こちらは、裏返しの右穴。
こちらは、裏返しの右穴。
何とか中心に合わせられそうかな?
 で、測定の結果は、奥のピンに対して
で、測定の結果は、奥のピンに対して
手前の穴は、下図の様にズレていることが判明しました。
時々、STEPが狂うので、Keyboard ControlをOFF/ONして正す必要があります。


タブが低すぎて残り1辺の所で折れました。危な!

傾斜の所は、0.1mmずつの堀なのでF500 S300です。
2.0mmミルで0.6mmは深すぎっぽい?
溶着は起きていませんが、ゴリゴリって感じで危なっかしいので
OverridingでFeed70%にしています。F240 S300です。

ランプで降りてくる時に右下、左上が欠げった様に削られています。
今頃、厚みをノギスで測ると4.8mmでした 。
Z軸も0.1mm低いのも相まって、設定0.5mmのタブは、0.2mmしかない(-_-;)
最初に材料の厚みをちゃんと測っておかないといけませんね~

取り外して、タブ部をヤスリで整えます。
切削面が綺麗じゃないですね~
何故か手前のX軸方向の動きが最も汚い。波打っています。
何か振動しているみたい。
やはり1回の切削深さが大き過ぎたようです。
切削面が綺麗じゃないですね~
何故か手前のX軸方向の動きが最も汚い。波打っています。
何か振動しているみたい。
やはり1回の切削深さが大き過ぎたようです。
この時の設定表は最高速度と考えた方がよさそうです。
溝掘りは、最も負荷がかかるので深さも速度も落とすべきでした。
溝掘りは、最も負荷がかかるので深さも速度も落とすべきでした。

ハンドタップでM3のネジ切りします。

CNCの加工より時間かけている感じ。

たかがスライドナットに随分長い記録となりました^^;
先に作ったM3のロングイモネジピンを装着して

部材を外してもイモネジピンは動かないというわけです。

スピンドルの横のマイクロスコープは後ほど使います。

2.0mmエンドミルで3.2mmの穴を開けるとギチギチで入りました。
少しねじ込まないといけない程なので
何度かネジを入れて抜くことができるように穴を広げて
アクリルのスライドナットを挿入して上からイモネジピンで固定します。
イモネジピン径は、ノギスで測定して3.0mmピッタリなのです。

ギチギチで抜く方がやや大変でした。
2回の失敗で左右3つ穴があるのです^^;

これで裏表の位置合わせでるだろうというわけです。
ちょっとMDFの手前を軽く左右に揺すって遊びを確認しますが
マイクロスコープで見ても0.01mm程度の遊びなので大丈夫でしょう。
方向性は良さそうです。

これは、X軸とY軸がピッタリ直行していることが大前提なのです。
マーティーのCNC2418は、ピッタリ90°であるとは思えません。
この方法で裏返すとX軸が「平行には」なっていますが
XY軸が90°で直行していないと下の図の様にズレてしまいます。
Y軸長100mmで直交性が0.1°ズレた89.9°の場合(青線)を考えると
図の下側の2角の座標をピンで固定して裏返すと
上辺は、赤線のように0.35mmも右にズレることになります。
100mm角のPCBで0.35mmのズレは致命的です。
かなり小さなものしか両面PCBを作れません。
かなり小さなものしか両面PCBを作れません。

そこで、作成したイモネジピンとスライドナット方式を使って
CNC2418のXY直交性を測定していきます。
CNC2418のXY直交性を測定していきます。
さっき100mm間隔を開けて2個の穴を開け、
イモネジピンとアクリルのスライドナットで固定していました。
(穴径は小さい方がいいけど、ちょうど2.0mmミルを付けていたので)

マイクロスコープのビューワは、この時にOpenCV/Pythonで描いたものです。
ターゲットマークはマーティーデザインです!
これは、裏返した手前の左穴。
下に何も敷いてなかったので穴の中心が分かり難い~

何とか中心に合わせられそうかな?

手前の穴は、下図の様にズレていることが判明しました。
裏返すと手前の穴位置のX軸座標が左側に0.4mmズレているのです。
角度を計算してみると赤枠のように0.085°傾いていることになります。

考え方は、結構いい線いっていると思うのですが
ただ、穴の裏側がキレイに開いていないので、測定の正確性に不安が。
で、また穴を開け直します。
ヤスリでいうと2.0mmミルが荒目、0.6mmミルが細目という感じでしょうか
0.6mmエンドミルの方がケバが少なくなるのか、穴はキレイです。
0.6mmミルで3.0、3.1、3.2、3.3mmの穴を開けて確認すると
3.0mmが丁度よくイモネジピンを抜き差しができるようになりました。
でFusion360で一気に4つの穴を開けるGcodeを作ります。
右と上:3.0mm、左と下:0.6mmです。
でFusion360で一気に4つの穴を開けるGcodeを作ります。
右と上:3.0mm、左と下:0.6mmです。

スライドナットの位置は、この様にステージからの距離を適当に測って
指の所までマジックで差し込めば、ほぼピン直下に持ってこれます。

2つのイモネジピンを立て終わりました。
ここまで色々あって失敗の穴がいっぱい(-_-;)
ここまで色々あって失敗の穴がいっぱい(-_-;)

ピンから慎重に抜いて裏返します。
裏返すコツもやっと掴めました。
というかこんなに長いイモネジは必要なかったです(-_-;)

休憩がてら、もう一度AliExpressを探してみると
あるじゃないですか! M3 25mmステンレス!
あるじゃないですか! M3 25mmステンレス!
すぐにポチっておきます。50個 US$ 2.75

で、裏返してイモネジピンに嵌め込みます。
ピンの手前の方に0.6mmの穴(赤枠部)を表側から開けています。
 裏返したら、まず最初に浅い穴を掘って(十字センターの左下の窪み)
裏返したら、まず最初に浅い穴を掘って(十字センターの左下の窪み)
ピンの手前の方に0.6mmの穴(赤枠部)を表側から開けています。

カメラ座標とSpindle座標の位置関係を測定しておきます。

裏返しの左側の穴にカメラ照準を合わせて座標を読みます。

右側の穴にカメラ照準を合わせて座標を読みます。

ちなみに、これは、X軸位置が0.01mmズレた違いです。
微妙ちゃ微妙です^^;

2回裏返しして再現性も確認できました。
表側に穴あけ
3.0mm: X0 Y0、 X120.999 Y0
0.6mm: X0 Y-135.001、X120.999 Y-135.001
裏返し
Spindleとカメラ位置差
Spindleとカメラ位置差
Spindle X48.050 Y-138.850 カメラ差 X-47.83 Y-3.22
カメラ X95.880 Y-142.070
0.6mm穴座標
左穴カメラ X47.070 Y-138.270
左穴Spindle X-0.76 Y-135.05 ズレ 左に0.76
左穴Spindle X-0.76 Y-135.05 ズレ 左に0.76
右穴カメラ X167.969 Y-138.331
左穴Spindle X120.139 Y-135.111 ズレ 左に0.86
左穴Spindle X120.139 Y-135.111 ズレ 左に0.86
もう一度、表返し
Spindleとカメラ位置差
Spindleとカメラ位置差
Spindle X47.890 Y-138.320 カメラ差 X-47.85 Y-3.23 裏との差 X0.02 Y0.01
カメラ X95.740 Y-141.550
0.6mm穴座標(1回目測定)
左穴カメラ X47.890 Y-138.320
左穴Spindle X0.06 Y-135.100 ズレ 右に0.06
左穴Spindle X0.06 Y-135.100 ズレ 右に0.06
右穴カメラ X168.860 Y-138.300
右穴Spindle X121.03 Y-135.080 ズレ 右に0.03
0.6mm穴座標(2回目測定)
左穴カメラ X47.910 Y-138.320
左穴Spindle X0.08 Y-135.100 ズレ 右に0.08
0.6mm穴座標(2回目測定)
左穴カメラ X47.910 Y-138.320
左穴Spindle X0.08 Y-135.100 ズレ 右に0.08
右穴カメラ X168.850 Y-138.300
右穴Spindle X121.02 Y-135.080 ズレ 右に0.02
右穴Spindle X121.02 Y-135.080 ズレ 右に0.02
もう一度裏返し
Spindleとカメラ位置差
カメラ X95.890 Y-142.071(最初とX0.01 Y0.01のズレ)
Spindleとカメラ位置差
カメラ X95.890 Y-142.071(最初とX0.01 Y0.01のズレ)
0.6mm穴座標
左穴カメラ X47.070 Y-138.290
左穴Spindle X-0.76 Y141.510 ズレ 左に0.76
左穴カメラ X47.070 Y-138.290
左穴Spindle X-0.76 Y141.510 ズレ 左に0.76
右穴カメラ X167.979 Y-138.320
右穴Spindle X120.149 Y141.54 ズレ 左に0.85
右穴Spindle X120.149 Y141.54 ズレ 左に0.85
***生データここまで***
2回裏返して再現性が良いので
カメラのズレ、ピン挿入でのズレは、0.1mm未満と見ていいようです。
1回目と2回目と左右の4つの平均とって
(0.76+0.86+0.76+0.85)÷4 ≒ 0.81mm
この半分が傾き成分なので約0.40mmということになります。
XY軸の直交状態を図で示すと0.172°傾いていることが判明しました。
XY軸の直交状態を図で示すと0.172°傾いていることが判明しました。

手前のレールシャフト固定具を0.4mmだけ右に移動することにします。
隙間ゲージがあれば良いのですが、持っていないので
カッターの刃が厚みが0.4mmです!
位置決め用の道具は、これ使いましょう!
スライドナット(後入)とボルトは、M5
先入スライドナットは、M6でワッシャー的な使い方になります。


カッターの刃を挟みます。


レールサポートの間(赤枠部)に0.4mmの隙間ができているというわけです。
これを3箇所共やります。

右側にぐっと押し付けてボルトを締め付けます。

一旦、多めに緩めるのがコツのようです。


しまった~
逆だった~(´-﹏-`;)
あそこまで絵を描いておいて...どうも最近、裏表左右がごちゃっています。
これが老いというやつなのか?_| ̄|○
裏返しで左にズレているので
表の切削では、右にずれているわけです。
気を取り直して
またカッターの0.4mmの刃でさっきの逆をやって最初に戻します(-_-;)
 さて冷静になってよーく考えると
さて冷静になってよーく考えると
表の切削では、右にずれているわけです。
気を取り直して
またカッターの0.4mmの刃でさっきの逆をやって最初に戻します(-_-;)

Y軸長135mmに対してX軸0.4mm傾いているので
レールシャフト全長(赤線の固定具のネジ中心間)315mmに換算すべきでした。
315 ÷ 135 x 0.405 = 0.945mm もあるのかあ!?
たぶん、XZ軸側の要因が大きいと思われますが
そちらを修正するのは至難の業のようなのでY軸で調整します。
 さーて、隙間ゲージは、何を使おうか?
さーて、隙間ゲージは、何を使おうか?
カッター刃の残骸が色々あるので組み合わせてみると
大型カッターの刃2枚重ねが1.0mmです。
そちらを修正するのは至難の業のようなのでY軸で調整します。

カッター刃の残骸が色々あるので組み合わせてみると
大型カッターの刃2枚重ねが1.0mmです。



スライドナットを取り付け完了。

さすがにレールシャフトがたわんで反発するのが分ります。
なので、後ろ側のレールシャフトサポートにもスライドナットを
ゼロ嵌合で当てがってボルトを緩めておくことにします。
 前側をスムーズに左に移動できて1.0mm横のスライドナットに密着できました。
前側をスムーズに左に移動できて1.0mm横のスライドナットに密着できました。
後ろ側は動いていないのでうまいこと傾けられたと思われます。
全てのレールシャフトサポートのボルトを締めて完了です。
 直交性の確認はいいかげん飽きてはきたのですが
直交性の確認はいいかげん飽きてはきたのですが
ここからが肝心の苦労の成果を見る所です。
MDFをセットして穴を開けて、イモネジピンを固定します。

表
Spindle① X48.000 Y-138.000 差 X47.95 Y-3.27
カメラ X95.950 Y-141.270
0.6mm穴座標
左穴カメラ X47.930 Y-138.290
左穴Spindle X-0.02 Y-135.02 誤差 X-0.02 Y-0.019
右穴カメラ X169.010 Y-138.349
右穴Spindle X121.06 Y-135.079 誤差 X0.061 Y-0.078
穴開け直後なのに、もうカメラとの相対位置がズレているのだろうか?
裏返し(1回目)
Spindleとカメラ位置差
Spindle② X47.900 Y-138.290 差 X47.900 Y3.300
カメラ X95.800 Y-141.590
0.6mm穴座標
左穴カメラ X47.900 Y-138.290
左穴Spindle X0.000 Y-134.99 ★ズレ X0.000 Y0.011
右穴カメラ X168.930 Y-138.310
右穴Spindle X121.03 Y-135.01 ★ズレ右に X0.031 Y-0.009
もう一度表返し
Spindleとカメラ位置差
基準穴① X96.020 Y-141.210 1日目とのズレ X0.07 Y0.06
0.6mm穴座標
左穴カメラ X48.050 Y-138.300
左穴Spindle X0.1 Y135.03 ズレ右に X0.1 Y-0.029
右穴カメラ X169.060 Y-138.140
右穴Spindle X121.11 Y-134.87 ズレ右に X0.111 Y0.131
もう一度裏返し
Spindleとカメラ位置差
基準穴② X95.900 Y-141.501 1回目とのズレ X0.100 Y0.089
左穴Spindle X0.05 Y-134.94 ズレ右に X0.05 Y0.061
右穴カメラ X169.010 Y-138.130
右穴Spindle X121.11 Y-134.83 ズレ右に X0.111 Y0.171
***生データここまで***
ひとまず、1回とはいえ、偶然にしても裏返ししてのズレが
左穴 X0.000 Y0.011
右穴 X0.031 Y-0.009
を記録できたのは、驚異的かも!?
「X0.000」出た時は一人で大喜びしてオヤツタイム!
一番ズレの大きい裏返し2回目の0.111で傾きを計算すると
0.024°の傾きになりました!
直交性はかなり改善されました。
EAGLEでは、Max100x80mmなので0.05mm以内のズレが期待できそうです。
今の所、両面基板をつくる予定はないのですが...
 調整前は、これだったので、約1桁近く改善できまいた!
調整前は、これだったので、約1桁近く改善できまいた!
 ただ、ターゲットスコープでの読取り誤差が±0.02mm程あるとしても
ただ、ターゲットスコープでの読取り誤差が±0.02mm程あるとしても
カメラとSpindleの相対関係に何か誤差要因が隠れている様子。
このUSBカメラはケーブルの付根を曲げると中のレンズが微妙に動くのです。
動かないように針金巻いて応急処置はしているのですが...
それと右穴(表でも裏でも右側)のズレが大きくなるのも妙です。
原点は、左上にしているので遠いほどズレている感じ。
 アクリルのスライドナットが入れる時に傾くことがあるので
アクリルのスライドナットが入れる時に傾くことがあるので
それもちょっと改善したいな~
あと1mm厚い、6mm厚のアクリル板が欲しい所です。
ゼロ嵌合で当てがってボルトを緩めておくことにします。

後ろ側は動いていないのでうまいこと傾けられたと思われます。
全てのレールシャフトサポートのボルトを締めて完了です。

ここからが肝心の苦労の成果を見る所です。
MDFをセットして穴を開けて、イモネジピンを固定します。

***分かり難いですが、ここからまた、生データ***
表側に穴あけ
表側に穴あけ
3.0mm: X0 Y0、 X120.999 Y0
0.6mm: X0 Y-135.001、X120.999 Y-135.001
表
Spindle① X48.000 Y-138.000 差 X47.95 Y-3.27
カメラ X95.950 Y-141.270
0.6mm穴座標
左穴カメラ X47.930 Y-138.290
左穴Spindle X-0.02 Y-135.02 誤差 X-0.02 Y-0.019
右穴カメラ X169.010 Y-138.349
右穴Spindle X121.06 Y-135.079 誤差 X0.061 Y-0.078
穴開け直後なのに、もうカメラとの相対位置がズレているのだろうか?
裏返し(1回目)
Spindleとカメラ位置差
Spindle② X47.900 Y-138.290 差 X47.900 Y3.300
カメラ X95.800 Y-141.590
0.6mm穴座標
左穴カメラ X47.900 Y-138.290
左穴Spindle X0.000 Y-134.99 ★ズレ X0.000 Y0.011
右穴カメラ X168.930 Y-138.310
右穴Spindle X121.03 Y-135.01 ★ズレ右に X0.031 Y-0.009
もう一度表返し
Spindleとカメラ位置差
基準穴① X96.020 Y-141.210 1日目とのズレ X0.07 Y0.06
0.6mm穴座標
左穴カメラ X48.050 Y-138.300
左穴Spindle X0.1 Y135.03 ズレ右に X0.1 Y-0.029
右穴カメラ X169.060 Y-138.140
右穴Spindle X121.11 Y-134.87 ズレ右に X0.111 Y0.131
もう一度裏返し
Spindleとカメラ位置差
基準穴② X95.900 Y-141.501 1回目とのズレ X0.100 Y0.089
0.6mm穴座標
左穴カメラ X47.950 Y-138.240左穴Spindle X0.05 Y-134.94 ズレ右に X0.05 Y0.061
右穴カメラ X169.010 Y-138.130
右穴Spindle X121.11 Y-134.83 ズレ右に X0.111 Y0.171
***生データここまで***
ひとまず、1回とはいえ、偶然にしても裏返ししてのズレが
左穴 X0.000 Y0.011
右穴 X0.031 Y-0.009
を記録できたのは、驚異的かも!?
「X0.000」出た時は一人で大喜びしてオヤツタイム!
一番ズレの大きい裏返し2回目の0.111で傾きを計算すると
0.024°の傾きになりました!
直交性はかなり改善されました。
EAGLEでは、Max100x80mmなので0.05mm以内のズレが期待できそうです。
今の所、両面基板をつくる予定はないのですが...

苦労したかいがあります。
カメラとSpindleの相対関係に何か誤差要因が隠れている様子。
このUSBカメラはケーブルの付根を曲げると中のレンズが微妙に動くのです。
動かないように針金巻いて応急処置はしているのですが...
それと右穴(表でも裏でも右側)のズレが大きくなるのも妙です。
原点は、左上にしているので遠いほどズレている感じ。
それもちょっと改善したいな~
あと1mm厚い、6mm厚のアクリル板が欲しい所です。
2 件のコメント:
ますます重装備かつ精密なCNCになっていきますね。
最近、ELF-2818ってのを知りました。
スピンドルモーター150Wでオールアルミで頑丈な作りなんです。
欲しくてたまりません。
あるいは、このCNC2418を増強したいですね~
と言ってもアルミをガンガン切削するわけではないのですが
せめてZ軸方向は、80mm位欲しいです。
コメントを投稿