
月間で「扇風機の修理」が一気に1位に出てきます。

普段は、多くても 500弱なのです。
特定のページへの閲覧ではなく、全体を満遍なくって感じです。
ちょっと怖い気もします。

あるパーツ製作依頼が来たものです。
sltファイルが送られてきたので、Fusion360に読み込みます。
久々のアップロードなので、一応、手順を記録!
左上のデータパネルから[アップロード]





が、何故か未だに、stlファイルは、寸法が10倍になるので
0.1倍に縮小します。

どこかの角を原点に合わせて移動します。

[修正]-[メッシュ]-[メッシュからBRep]して

厚み:8mm



側面図


これ、sunhokeyのi4 X軸のベルト固定具がアクリル製で折れ易いので
アルミにしたいとのことなのです。
ん~ん、穴が、上からと横からだあ!
加工の位置決めには、頭を一捻りしないといけません。

8mm厚のアルミを持ってないのと、いきなりやるのは大変なので
まずは、アクリルでテストした方がよさそうです。
小さいので固定も難しそうです。
で、最初の切り出しは、当然、この面です。
マーティーのCNC2418は、単純な3軸なので、横穴は開れません。
上の形状を切り出した後、ステージから一旦外さないといけないのです。

上のがピッタリ入る穴をMDFに開けて、
CNCのWORK座標を変えずに(RESETとかせずに)

MDFを加工したWORK座標に合わせられるはずです。
まあ、0.1mm程度は、穴位置が狂うかもですが

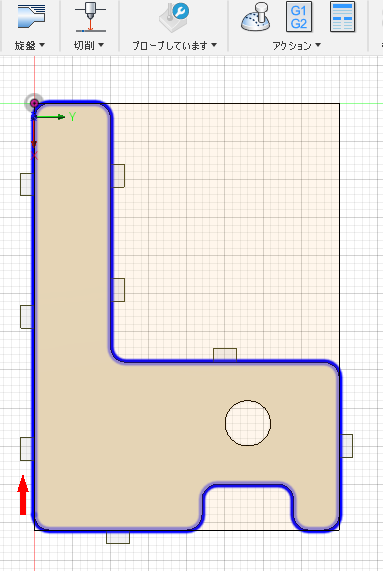
モデルを横に倒して

左端の赤ぽい点を原点にするつもりです。

セットアップでストックサイズと原点を指定します。

PVC用の先端Flat・1-Flute・スパイラル(HUHAO製)
径1.5mmの1LX3 1512を使います。
溶着しやすいプラスチックを低速回転でザクザク切削してくれます。
特に塩ビとか柔らかめの素材に向いているようです。

この時の切削条件を使います。
結構、強気の時に考えた表なのです(-_-;)
1.5mmでアクリルなので
3000rpm(S300)、F300、深さ0.6mmでいきます。
***
設定表:<PVC・アクリル・ABS・ポリエチレン>
エンドミル:スパイラル・タイプ(Flute:1or2)必須
| D[mm] | 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.175 | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 切削送り速度 Vf [mm/min] | 2000rpm | PVC | 100 | 130 | 160 | 180 | 200 | 230 | 240 | 240 |
| 3000rpm | アクリル ABS | 150 | 190 | 230 | 270 | 300 | 340 | 360 | 360 | |
| 4000rpm | PE | 190 | 260 | 310 | 350 | 410 | 460 | 480 | 480 | |
| 深さ[mm] | 0.3 | 0.4 | 0.4 | 0.5 | 0.6 | 0.6 | 0.7 | 0.7 | ||
[2D]-[輪郭]
[送りと速度]



よさそうです。


そのベッド、8mm厚の黒い215 x 215mm位のが余っているので
ステージにセットします。

が、
輪郭が~~、切削屑が全く飛び散りません。
溶着しかかっています。
このまま進めると、ミルに絡まって、最悪、折れます。

幸い、この時付けた、外部SWで黄色ボタンで素早く停止できました。
上からRSET、ABORT、RESUME、PAUSE、レーザー12V です。

Fusion360に戻って、0.3mmでGCode作り直して再開。
Feedは、びびって50%、F90で開始です(-_-;)


集塵機はかなり弱めです。
まあ、いい感じにサクサクは削れてるようです。
エンドミルにも絡まっていません。
今まで使ってたアクリル板と種類が違うのかなあ
記憶が定かではありませんが、ちょっと粘っこい感じもします。


最初のZゼロ合わせが低すぎたのか
振動で薄いタブが折れてグラついていたので
最後の一周は指で抑えながら(´-﹏-`;)

タブが見えてるので、Zゼロ調整は、合ってたようで
薄すぎて振動で全部折れたようです(T_T)

2個の縦穴は、これからです。




深さ4mmの穴を深さ1mmずつ、F640なんて強気にしていたが、やりすぎ
削れないことは、ないのですが、振動が大き過ぎ
S800、F420、最大切削ピッチ0.6mm、深さ0.5mmに修正
更にビビってFeed 30%(F192)に落として

0.6mmに換えて輪郭をコーナーをなぞりR0.3にします。
これも、深さ0.6mmずつでやりすぎてたので
F260の30%(F78)に落として優しくいきます。


クリアランス0.1mmですが
かなりキチキチで、固定具がいらないくらいですが


PVC用の先端Flat・1-Flute・スパイラル(HUHAO製)
径3.175mmの1LX3 22を使います。
これじゃないと、ミルが短くて、スピンドルが下の方まで降りてきて
切削するパーツの右側の高い所に当たるのです。
[2D]-[輪郭]
S300(≒300rpm)、0.6mmずつ、F120です。
いざ、切削開始すると
深さ0.6mmずつですが、穴開けなのにF120で下げていました(-_-;)
最初の1ターンがミルが折れそうな程だったので
急いでFeed 10%まで落として、F12
溶着はしませんでしたが、2分23秒で
今回は、大幅下げばかり、どうも頭の調子が悪いです(-_-;)


右側の高い所だけを固定しているので、あまり締めすぎると
左側が浮いて傾く可能性もあります。
パーツが逆さまに入るベッドにしとけば、まっ平らにできたのですが...

元々、オリジナルパーツ(sunhokey社のi4 X軸のベルト固定具)が
アクリル製で折れ易いので、アルミにしたいということで、
4つ必要なのです。
果たして、8mm厚ものアルミで切削できるだろうか?
まともに切削できないだろうから、何か方策を考えないといけません。

到着まで1~2周間掛かりそうです。
首を長~~~くして待っていただくしかなさそうですm(_ _)m
0 件のコメント:
コメントを投稿