
で、どこかにセンサーないかなと、まずは秘密の宝箱を探します。宝箱は貴重なガラクタなので見せられません(笑)
ありましたっ!これ使いましょう。
PS2 Mouseです。時代の変遷で元気に宝箱入りになっていたのです。
今回、役に立ってくれるはずです。


これが目当てです。



フォトセンサーは、3端子です。
真ん中は電源に行ってます。両側の2本は共に、GND間に抵抗があり、2本のパターンが下中央のICに入っています。


ケースは確か文具屋さんで買ったもの。

既に波形が出ています。
これは、LED2とQ1(フォトセンサー)の間に紙を手で素早く入れたり出したりした時の波形です。


LED2は発光が目視できないので赤外線です。
波形がきれいなのでQ1は単純なフォトトランジスタだけではなくAMPも内蔵でしょう。
2個入っているのは位相差を見て回転方向を判定するためです。

早速、厚紙でΦ20mm程の円盤を作り、切り欠きを1つ入れます。
Φ3mmのビスとナットで留めます(右側のもの)スリット付き円盤治具の完成です。

真ん中の穴の向こうの黒いものがフォトセンサー。

センサーの上のスイッチ(右クリック用だった)は邪魔なので既に「ハンダシュッ太郎」で取り外しています。

ヤフオクだったか。中古品は好きです。質流れ品も。今や質屋さんと中古屋さんは区別つきません。HARD OFF、OFF HOUSE、高山質店、昔は”質流れ大バザール”(博多スターレーン)とか。

ドイツ人が発明したのだろうか?この様にダイヤルゲージなどを固定する時に重宝します。
このダイヤルゲージは、みら太な日々を見てすぐにAliExpressに注文したものです。
まだ出番がないです。今回も。


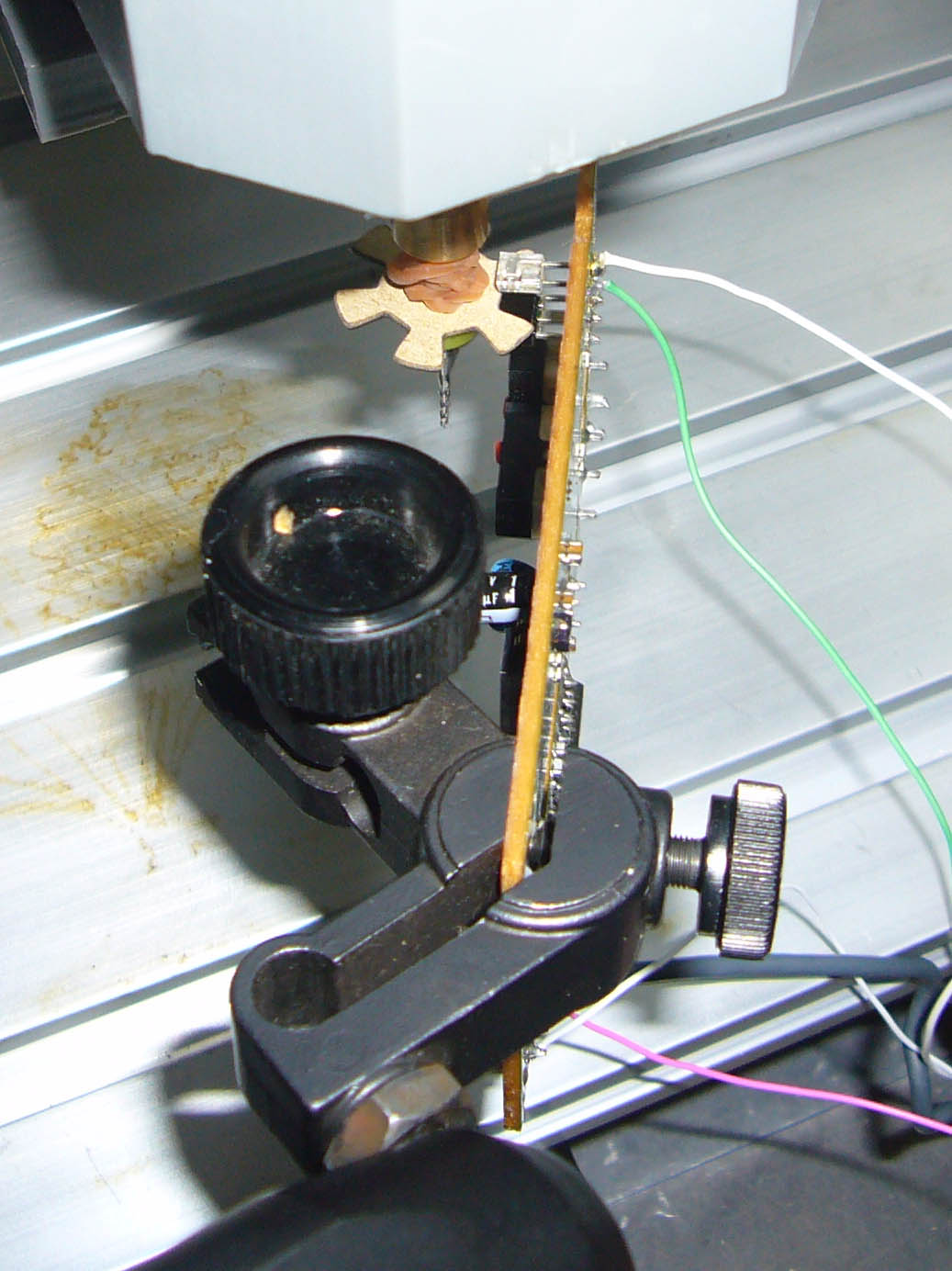
スリット円盤が丁度、LEDとフォトセンサーの間に入っています。
スピンドルを手で回して当たっていないか確認します。

Gcode S100が吐き出され、PWM 10%でスピンドルが回転します。

カーソルで周波数がでてくるかと思いきや、見れませんでした。

便利な時代になったものです。オシロがスマホみたいにポケットから取り出せるのです。スマホより先に買っていましたが。
工房?(実は納戸)には、他にリーダー電子のアナログオシロスコープがあります。
これだけは、初めてのボーナスで新品を買ってしまったものです。まだ現役です。
ストレージ機能はありませんがアナログならではの利点は有ります。

これは消費電力600~800Wだったと思います。
後ろには空冷の為、筐体横幅いっぱいの巨大なファンが唸っていました。
温まるまで安定しないし、使い方がこれまた難解でした。
取説がなかったので、操作方法だけで200P程もある本を買いました。
当時はこの全てのツマミを使いこなす事に憧れていました。

気を取り直して、回転している様子です。
スピンドル軸が赤いのは、手前(左下)の赤色LEDからの光。


Speed100の写真がボケボケなので、Speed 200の写真です。
周波数が46.87Hzと表示されています。
これは、1秒間の回転数なのでrpmにするにはx60すればいいです。
46.87Hz x 60sec = 2812.2rpmとなります。
Speed100の時は、
23.43Hz x 60sec = 1405.8rpmでした。

2画面あってこちらに基本波の周波数が表示されます。上欄はHamming窓。
これには、Sweep Generatorもついていて何と!Network Analyzerにもなるのです。
帯域は広くないですが音声系には十分です。
1台でオシロ、スペアナ、ネットワークアナライザ、ロジックアナライザができます。
しかもこれを個人の方がファームウェアを作ってフリーで公開しているのです。すごい、すばらしい時代です。

私のCandleは、[Service]-[Setting]でmin:0、max:1000にしているのでバーの右端は1000になっています。
1000でPWM 100%になるので、これ以上の数値にしてもCNC2418では意味がないのです。

同様に計算すると
175.7Hz x 60sec = 10542rpmとなります。
昔青年さんのご報告と同じくらいです。一安心です。

周波数カウンタレンジがあるデジタルテスターです。これもヤフオクだったか。
Tektronix製です。こっちの方が信頼性ありそうな感じで、これでも測定します。


23.10Hz x 60sec = 1386rpmになります。


174.1Hz x 60sec = 10446rpmになります。
前回と同等の結果です。
DS-203のスペアナさん疑ってごめんなさい、素晴らし!

DS-203のSpectrum Analyzerで測定したもの。
結構、直線から外れています。

これも同じ傾向です。
近似曲線、5次までしないと合いません。

軸に磁石を付けて、磁気式の測定器を使用されています。
綺麗な比例直線になっています。1次の近似直線にほぼ乗っています。
私のスピンドルは、グニャグニャですね。
上の2枚のグラフは同じ傾向を示しているので、何か明確な理由があるとは思うのですが、何故だか検討がつきません。まあ切削には支障はないのですが、良いものがあるだけに気にはなります。

スリット6個にすれば、表示を10倍するだけでrpmを直読できると思ったからです。
手で切ろうかなと一瞬思いましたが、ここはレーザー使わない手はないと思い立ち、Fusion360でスケッチします。




使い方を調べないと先に進めそうにありません。今回は断念。

まず厚み0.75mmもモデルを作成します。

ダイオードレーザーの径はあまり小さくないのでΦ0.1mmのフラットエンドミルとします。


3パス(3周回し)で切りつもりにしているので速度は全て300mm/minでいいでしょう。
ここは、感というか、最初の頃にレーザーのテストをしたのでその時の記憶を頼りに感覚で設定しています。その際、色々条件を触っていたら整理がつかなくなりブログに載せれる状態ではないのです。
レーザーについては別の機会に腰を落ち着けてやりたいと思っています。


オフセットは全て「0」でいいでしょう。


これこれ、3パスで切るので、これ使いましょう。


「均等切り込み」にもチェックを入れます。
ここの設定はたぶんこんなもんでいいと思います。後は実際にやってみるしかありません。



大丈夫そうです。
エンドミルが細いのでシミュレーションもレーザーで切っている感じが出ています。


それと木材加工の経験からFusion360から吐き出されたGcodeは、Z軸動作で堀り進んでいく時に
モソモソと小さな円を描いて掘り進んでいくので(木工の時はそれは良いのですが)レーザーの場合は、そうはいきません、そこだけ黒焦げになってしまいます。
レーザーは、MAX5.5Wです。レーザー出力10%、約0.5Wで使うのでGcodeで「S100」と修正し、GRBLcontrol(Candle)の画面見ながら、必要な加工行の前後にGcodeでレーザーON「M3」、レーザーOFF「M5」を入れていきます。
3パスなので、中心の円で6箇所(ON、OFFで)、外周で6箇所の合計12箇所、挿入すればいいはずです。
GRBLcontrol(Candle)は、行を選択するとそこまで動作のツールパスの色が薄くなるので拡大してじっくり眺めながら修正作業していきます。
一旦、適当なエンドミルでCNC2418を動作させて、スピンドルがON/OFFしているかなど確認します。

ステージに厚紙をセットします。
重し代わり小型ペンチで押さえているだけです。
悲しいかな、まだレーザー制御基盤は宙ぶらりん。

4/17追記:失礼しました。1%では50mWでした。レーザーポインターどころではないパワーです。



そのせいで持ち上げただけで、スコット抜けました。気持ちいいです。
下はシリコンシートを敷いていますが、焦げた灰が輪郭になっています。
シリコンシートもこの形で少し凹んでいます。
同じ厚紙を下に敷くだけで良かったのかも。

手作業では結構大変だったかも。実に綺麗です。


ジャーマンスタンドでセンサー基板を固定します。



気がつくとスピンドルの回転音が時々変っている時があります。
その時は、この表示も割りと大きく変わります。
電源アダプターの性能が良くないのかもです。
24V5.62Aと書いてあるので十分なパワーのはずですが...

同じ傾向ですね~。

私のCNC2418では、3つの測定はどれも同じ傾向で再現性だけはいいようです。
昔青年さんのものだけ直線で、いいな~。
原因究明はまた別の機会にしたいと思います。

2 件のコメント:
マーティーさん こんばんは 昔青年です。
早速、マニアックな追試をされましたね!
あまりに、データをきっちりと取られていたので、当方のデータにいささか自信がもてなくなり、当方も再度データを取り直してみました。
前回の測定方法から、誤差を減らすため、マーティーさんと同様に、ダイアルゲージを固定するスタンドを利用して、磁気センサーをスピンドル軸(当方はコレットチャックER11を使っています)の磁石に3mm程度にもっていき固定しました。
これで、回転数があがっても、間隔に大きな誤差がでなくなりました。
測定結果
100/1047 200/2139 300/3321 400/4480 500/5653 600/6740
700/7825 800/8873 900/10047 1000/10840
おおむね増加率、1100rpmから1200rpm 900から1000のときに回転数が落ちる傾向に変わりはないようです。
回転数の低いところが前回データとの誤差が少ないのは、当方の手差しとの誤差がすくないからだと思います。(要するに、ビビリ度の差-笑-)
回転数が、高いのは、やはり、測定誤差と思いますが、こちらのほうが、正確だと思います。
100から700までは、測定値の値は、一ケタ台でパラつきます。
700以上で、回転数があがるほど、値のちらつきが大きいです。
スピンドルの問題か、測定器のそれかは、当方にはわかりません。
当方も、配線ケーブルの整理と見栄えから、Cable Drag Chainを使用しています。 見た目も少し上等に見えます。(笑)
eBayにCNC2418に使われているものと思われるステッピングモータとスピンドルモータがありました。 予備に仕入れておきました。
昔青年さん、早速コメントありがとうございます。
再測定データでグラフを作ってみました。
Excel君がだした近似式でいうと
Y=1085.6X+20.4が
Y=1105.3X+17.3と
線幅程度、上方にずれたくらいです。
再現性いい方ではないかと思います。たぶん測定方法より他の条件のバラツキではないかと思います。
ER11いいですね~、最近AliExpressの同じSellerを見るとER11付スピンドルも選べるようになっていますね。
私はER11だけ注文しようか、100W~150WのER11付スピンドルごと注文しようか悩んでいる所です。要は出費の悩みなのですが。
コメントを投稿