
ちょっと木片で工作(その5)を始めていました。
その時、どういうタイミングなのか物置小屋の鍵が何処かに行ったのです。
犯人は私です。どこかに落としたのか、ぼーっとして別の場所にしまったのか。
だいぶ探したのだが見つかりません。
幸い、スペアキーが1個ありましたが、1個では心もとないので、それを持って、最寄りのGoodayさんに行くと、店員さん「左右反対のものはできるんですがーこれはできないですねー」とあっさり。
「基になるギザギザがないベースキーがないから作れない」とのこと。
この物置小屋、たぶん40年は経っているんです。
時代の変遷で左右反対のものが主流になったんでしょう。その時、2mmのアルミ放熱板が家に転がっているのを思い出しました。
この前、ロウ付けで熱よけに使っていたあれです。
CNC2418なら作ってくれるかもしれない!
帰って早速、ノギスで深さなど細かい所を
手書きの設計図がでてきたので追加(2018.4.15)


まず、複雑な面から始めます。
これまで私がやってきた知識の総動員になりそうな予感です。
Fusion360の下絵に取り込む為、GIMPで水平に角度調整し、この様に画像加工します。

このJPEG画像をFusion360に取り込み、スケッチで10mmの四角を描いて、スケールのメモリが実寸になるように寸法をきっちり合わせます。
まだまだ使い熟せていないので何度も最初から書き直してようやく描くことができました。
押出するとスケッチが消えるんです。スケッチを一度に全部描かず、部分毎に描いていきました。
その後、押出でスケッチ消えるのはFusion360の仕様で自動的に消していることがわかり、Fusion360ブラウザのスケッチの所の電球ボタンを点けるとスケッチが復活。わかってしまえば何でもないのですが、随分、悩まされました。

上面から。

下絵を消した図。
鍵の持ち手側は、折れ防止に傾斜を付けています。前回の木材加工で覚えたやつです。
左上の半円食い込んだ所は、角にエンドミルの丸みが付かないようにする為です。
後で手動ヤスリで削れば良いのですが、「CNC2418だけで」にこだわりたいのです。
シミュレーションで0.6mmエンドミルと同じ幅の溝は掘ってくれなかったので、溝幅は0.8mmです。 半円食い込み部はR0.6mmでやってくれました。
んな感じで、シミュレーションへ行ったり来たり、ここまで来るのにかなり時間かかりました。

Fusion360のCAMに移ります。
まだ理解が乏しく、[3D]-[ポケット除去]を使います。
前回、傾斜加工もできたのでこれでよかでしょう。
主軸回転速度:800rpm としています。Gcodeに出力した時に「S800」になります。
CNC2418では、回転数の指定ではありません。
24VのDUTYを指定することになります。1000rpm=S1000=DUTY 100%なのです。
「小型工作機CNC2418 その2(初動)」で判った。
S800なのでスピンドルを24V DUTY 80%で回すことになります。
木片削りのエンドミルの動きを見て、エンドミル0.6mmでアルミやし、う~ん、100mm/minでよかろう。

加工条件です。
ここもエンドミル0.6mmでアルミ削りなのでかなり控えめの0.1mmずつの切削にしています。
まだ一発加工しかできないので仕上げ代は、0mmにしておきます。

シミュレーション結果です。
ツールパス(工具の軌跡)のチェックを外すと出来具合がよく見えます。
Fusion360のシミュレーションは大変良くできていて(他のは見たことないですが)
私には実際に限りなく近い様に見えます。

傾斜、気に入ってます、加工条件では、この段差が指定できるので、0.05mmに設定。
細かく設定すると綺麗になるのでしょうが、その分、時間はかかるので。

いきなりアルミを削るのは自身がないので、まずは、MDFを削ってみます。
シミュレーションでは、100mm/minにしていましたが、
先の(その5)の木工で2mmのエンドミルで300mm/minだったの、
感覚的に大丈夫だろうと 200mm/minでやります。

綺麗に彫れました。木の中に鍵があるようで妙な感じがします。
MDFは、スピード300mm/minでも大丈夫そうでした。
切削深さ0.1mmずつですからね。

MDFでうまく削れたのですが、なぜか縦の溝の幅が本物より僅かに狭いので
図面を0.05mm調整し、いよいよ、アルミ削りに移ります。

前から見ると中央が大幅に浮いています。
0.5mmペンシルの芯でも入りそうです。
元々アルミ板が平らなものではないので両側を固定した位では歪は取れないのです。

GRBLcontrol(Candle)にGcodeを読み込みます。
最初にHeightMapの出番です。その3やその4でやったやつです。
左上が原点で0.041mm。前面の方は、軒並み0.3mm以上浮いています。
この種の加工にはHeightMapは必須だった訳です。偶然にも最初にやっててよかった。

エンドミルの発熱が心配でPAUSEをかけながら加工しないとだめかと思っていたら
いきなりエンドミルが折れそうに曲がっています。
あわててPAUSEをかけました。
おっと、切削スピードをMDFの時のまま200mm/minにしていました。
アルミですが、されど金属、木のようにはいきません。
Fusion360で100mm/minに設定し直してGcodeを作り直し、最初からです。
今度は大丈夫のようです、エンドミルの方は、軽く触れても発熱はほとんどないようです。
このまま見守ることにします。
むしろ掃除機で削り屑を吸い取る作業の方が忙しいです。

切削中のGRBLcontrol(Candle)画面

鍵は1.6mm厚でアルミ板は2.0mm厚なので最初は全体を0.4mm掘り下げています。

スピンドルの筋が見えます。
たぶん2パスや3パスで削れば、この筋は消えるのだと思いますが
まだ、CAM機能の技を使いこなせず1パスで一発加工です。

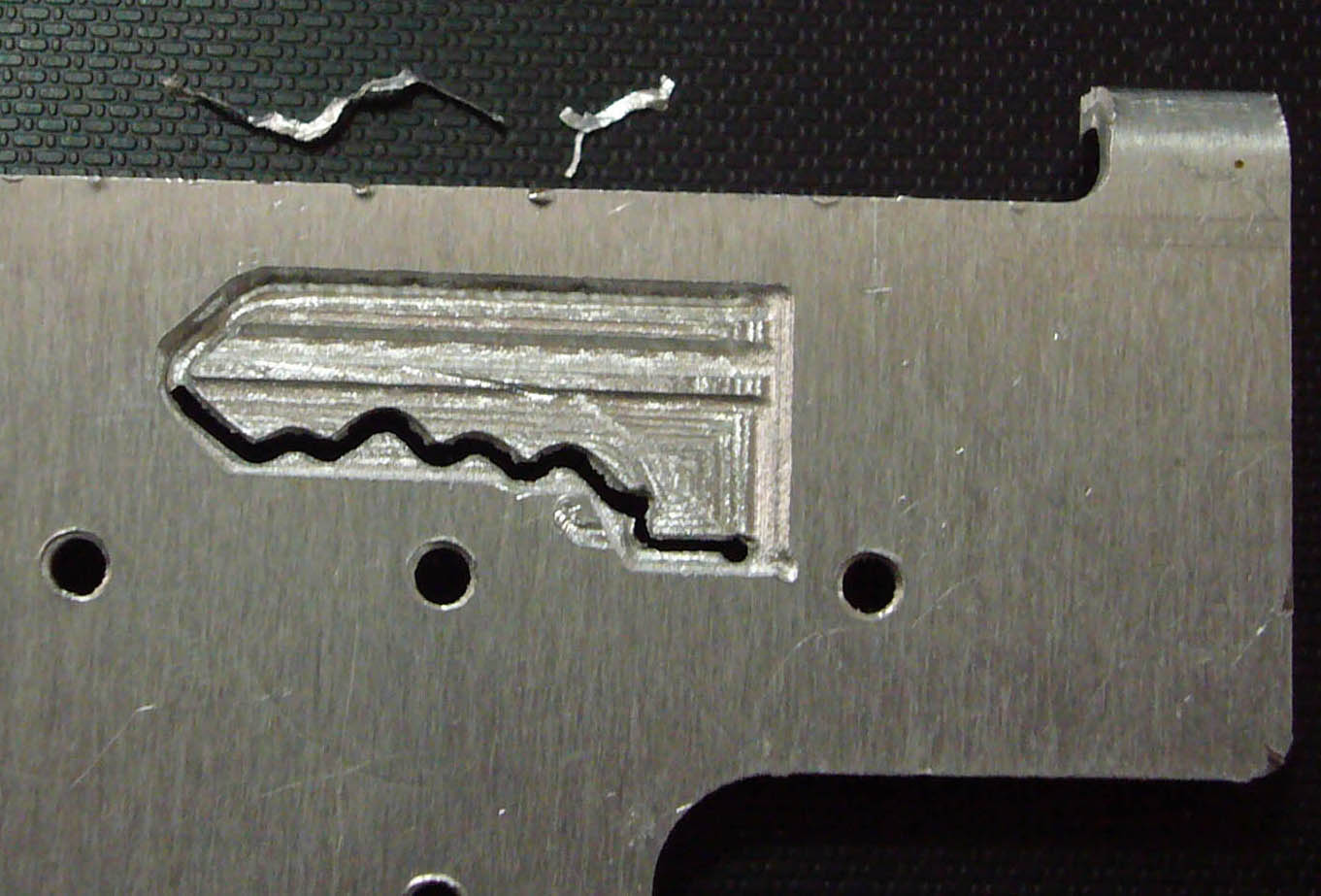
ちょっと山がでてきました。

やっと鍵らしくなってきました。

片面が間もなく完成です。いい感じです。

1時間19分27秒とでています。
切削屑が悪さしそうで、集塵作業と写真撮りで忙しかったので意外と短く感じました。

鍵が埋まっている。やっぱし発掘です。

アルミ板の全体。これから裏側も発掘!していきます。

裏返すと薄っすら鍵の形が見えます(左側)。ここは、0.2mm厚で残すようにしていました。
このままでは、HeightMap作成で支障をきたすので、表面をヤスリで削りました(右側)
仕上げは砥石上で慣らしました。

その後のCAMでどうやって裏加工したら良いのかわからず、結局、別のデザインとして作成します。
鍵のギザギザ部は、描かなくていいので、比較的簡単にできます。

アングル変えて

下図を消したもの。これも根元側に傾斜を付けています。
左下の青い点は、位置合わせ用に表(この図では裏)から0.6mmの穴を開けている所です。原点からX/Y 3mm/2mmにしています。

シミュレーションします。

CAMで指定した通り、傾斜に0.05mmの階段状になっています。
左下の方の半円の出っ張りが、位置合わせ用の0.6mmの穴を開けている所です。
これで裏表の位置を合わせるつもりです。

先程の0.6mmの貫通穴にエンドミルが入るようにステージを動かして位置合わせします。
この穴からX/Y -3mm/-2mmが原点になります。
穴を原点にするとZゼロ調整できないからですね~。
原点に移動して、Z軸のゼロ調整して、XYZをリセットし、位置合わせ完了です。

Fusion360で吐き出したGcodeをGRBLcontrol(Candle)に読み込みます。
ここもまず最初にHeightMapを作成します。

砥石で平坦にした時に押さえつけたが良かったのか、同時に歪がほぼなくなっています。
前の面に比べえらく歪が少ないです。


完了です。

こちら側は堀る容積が少ないので18分5秒で済みました。

鍵のギザギザの所は貫通する予定でしたが
薄っぺらなので削れずに凹んで残ったようです。

かなり薄いですがギザギザの所をカッターで取ります。
0.1mm位、裏表の位置がズレています。
裏表の図面を別々に書いたし、位置合わせも今一方式なので当然の結果でしょうが。
鍵部の根元の両側にニッパーで切れ目を入れて折り曲げています。
ここまで来るとすぐにでも取り出したくなったのです。
持ち手部は元のアルミ放熱板の名残がでていいかなと。

もっと折り曲げて。金属疲労方式の切断です。

分離できました。

ヤスリで小さなバリを取り除き、完成です。

本物と見比べます。ん?今度は、微調整した真ん中の盛り上がった土手部分の幅が広いです。
山も微妙に違っています。これで開くかな~?

早速、物置小屋に行き、鍵穴に挿入します。
本物より軽く入る感じ、開きました!めでたしめでたし!

実用第1号と喜んでいると...
何と!できあがって30分も経たないのに、失くしたハズの鍵が見つかりました!
やはり、ぼーっとして車の鍵と一緒に掛けたのが、掛け損なって落ちてたようです。
まあ、スキルアップにはなりました。確実に!
10 件のコメント:
マーティーさん おはようございます。
昔青年です。
CNCの活用ぶりが、いかにも楽しそうでこちらもうれしくなってきます。
CAD,CAMのノウハウもどんどん蓄積され当方は、はや周回遅れの感があります。
MDFでの加工の際の、切子処理をどうしたものか、つきっきりで、掃除機を構えている絵は、結構シュールです。(笑)
ところで、ブログのなかで、過去記事を参照できるようクリックできますが、当方のPCでは、うまく機能しません。
当方のPC環境の問題かも知れませんが、念のためお知らせしておきます。 楽しい記事をありがとうございます。
昔青年さん、いつも見て頂いてありがとうございます。とっても励みになります。そうなんです掃除機忙しいんですよね~、まだ名案が浮かびません。
リンクですが、私が間違っておりましたm(_ _)m自分のブログの編集モードのアドレスになっていました。ご連絡頂きありがとうございます。早速修正しました。
所でbCNCは、切削中にスピンドル回転数や切削スピードを変えられるのでしょうか?あれからbCNCに魅力を感じています。
昔青年です
bCNCのダウンロード先の説明に
•feed override during the running for fine tuning
上記の文がありますので可能と思います。
スピンドル回転数は、他のソフト同様、コントロール画面にスライドVR風に表示されています。
工業的な知識が不足していますので、適切な訳語(専門用語)があてられませんが。
英語は、まだしも中国語は、ほとんど超訳レベルです。
私の所有する、CNCコントロール基板の端子表示は中国語です。(笑)
CNC2418が、アルミ切削も可能であれば、ケース加工にも利用できますね。
追伸です(昔青年)
Feedもスピンドル回転数と同様にコントロール画面に調整できるスライドVR風の表示があります。
当方は、スピンドル回転数のみ使用したことがあります。
マーティーさんの解説で、rpm表示でなくPWMの表示であることを知りました。 CNC2418のDCモーターは、7000rpmとありましたので、rpmをPWMに換算することは可能でしょうか。(対数とかなんとかだと、?!ですが)
理科系科目 丸出ダメ男です。
早速、お返事いただきありがとうございます。
Candleもスピンドルは、数値を変えるとGcode数命令後に変化するのですが、Feedは小心者の設定にするので時間がかかります、様子見てFeed上げていけると大変便利です。GRBL0.9用の旧版のbCNCを調べていこうかと思います。
アルミケース!ヤスリでちょっとずつ調整して苦労する四角穴などは、綺麗に開けられそうですね。
それにしても中国語まで読まれているとは、すごい。
言語は苦手です。
追伸気付かず、すみません。
bCNCは、スピンドルにPWM表示もでるんですね。親切~
実は、スピンドル(動き系)は詳しくなくてですね。
以下、推測入っています。間違っているかもです。
PC用のPWM可変のファンのカタログを見るとほぼ比例しているようです。CNC2418のに近いスピンドルをAliExpressで探してみると12V3500rpm、24V7000rpm、36V9000rpmのがありました。電圧が高くなるほど若干上昇率が遅くなっている程度の比例。単純計算で行くと6Vで1700rpmとして、DUTY 25%~100%で1700rpm~7000rpmと思ってよいかと。仕様にある回転数は無負荷の場合なので負荷がかかると回転数落ちます。その内、測ってみたいです。もっと速いスピンドルも欲しくなってきますね。
ご回答ありがとうございます。
スピンドルの表示は、単にメモリが振ってあるだけです。
当方は、磁力による回転数を測るキットを持っていますので、スピンドルのメモリ数値と実際の回転数の対照表を作ってみます。
ただ、PWM(回転数?)のフイードバックがなされていないと思いますので、結局のところ動作中に回転数をモニタしなければならないのかとも思います。(あまり素人がわかったようなことを書くと大いなる勘違いと笑われますが)
回転数測定キットをお持ちなんですね。最高時だけでもいいので測られた際にはぜひ教えてください。
CNC2418のスピンドル制御はフィードバックはされていません。基板に「Spindle」表示のコネクタは24V、「Spindle/Laser」表示のコネクタは、12Vで、単純にGcode S1000でPWM:100%の変化するだけです。
Candle画面のスピンドルコントローラーはrpm表示ですが、1000rpmの時がPWM:100%なので、それ以上数値を上げても回転はあがりません。
CNC2418のスピンドルは、36Vまで行けそうなので36V外部電源+PWMコントローラーで独立させるのも面白いかもしれません。24Vでもかなりうるさいので36Vmax時は家族から苦情が出るかもですが。
こんにちは マーティーさん
昔青年です。
スピンドルの回転数を無負荷の状態で測ってみました。
磁石をモーターの軸に固定し、センサーICを手差しで測りました。(0.5秒平均のrpm表示)
磁石とセンサーの距離が一定していませんので(手差しのため)誤差があると思います。
ソフトは、candleで行いました。
candle数値/rpm実測
100/1040 200/2115 300/3282 400/4364 500/5562
600/6628 700/7643 800/8755 900/9843 1000/10680
candleの数値は12000までありましたが、1000以上は、回転数があがりませんでした。 なぜ、12000まであるのか?
おおむね、100から900までは、1000から1100rpmの増加のようですが、900から1000では、回転数の伸びがにぶっています。
切削時の計測は、センサーを適切な距離と角度で固定できてからとなります。
結構手差しは、びびりました。(笑)
以上、ご参考になりましたら。
命がけで計測された(笑)データありがとうございます。
いやーこれは、大変参考になります。
意外や意外、1000の時、仕様の7000を大きく超えていますね。思わず嬉しくなりました。
Candleは初期設定で12000までになっているようです。
rpm値を直接設定できる高級マシンがあるのでしょうね。
Candleでは[Service]-[Settings]で「Machine information」から3行目の「Spindle speed」min:に「0」、max:に「1000」を入力すれば、Speedのスライドバーは、0から1000になります。私はそうして使っています。
コメントを投稿