
LCDパネルでの操作は、ひとまずパスします。
基本は、PCで操作するつもりなので、LCD操作は、別の機会にします。
5. Hotbed Leveling
最初に5.3 Fine Tuningまで、やっているので飛ばしてOK!
実は、「実は」が多過ぎですね~(-_-;)
実は、「実は」が多過ぎですね~(-_-;)
1回目のプリントの後、再度、真剣にZゼロレベル調整しております。
<6. Slice Settings>
モデルを薄い層に分解してGcodeに変換するスライサーのパラメータ設定です。
マーティーは、まだ、理解していない項目だらけであります。
マーティーは、まだ、理解していない項目だらけであります。
Repetier-Hostの[Slicer]タブで[Configuration]をクリック
応答がないですが、10秒程、次の画面がでるまで待ちます。
初めての時は、PCフリーズしたかとドキッとしました。
応答がないですが、10秒程、次の画面がでるまで待ちます。
初めての時は、PCフリーズしたかとドキッとしました。

初めてConfigurationすると
このWizardが起動しますが、マニュアル通り手動でやるので[Cancel]すると

Slicer(Slic3r)の画面が出ます。

レイヤー高さ(2段目以降)、最初のレイヤー高さ(1段目)の設定。
[Print Setting]タブ
Layer height:0.2 mm(初期値:0.3)
First layer height:0.35(初期値のまま)
に設定します。

フィラメントの直径とプリント温度の設定
フィラメント 1.75mmのPLAでの設定にします。
[Filament Setting]タブDiameter:1.75mm(初期値:3)
Temperatureは、
Extruder: First layerとOther layersともに:200(初期値のまま)
Bed : First layerとOther layersともに: 65(初期値:0)

6.3 Printer Setting
ヒートベッドの形状とサイズ、エクストルーダー数の設定。
[Printer Setting]タブの右側[General]で[Set]ボタンをクリックすると
ヒートベッドの形状とサイズの設定。
Shape:Rectangrar(初期値のまま)
Size ----- X:200 Y:200(初期値のまま)
Origin --- X: 0 Y: 0(初期値のまま)
[OK]すると、

エクストルーダー数の設定。
[Printer Setting]タブの右側[General]に戻ります。
Extruders:1(初期値のまま)

ノズル径の設定。
[Printer Setting]タブの右側[Extruder 1]にして
Nozzle diameter:0.4(初期値:0.5)

6.4 Other Settings
その他の項目設定。
その他ですが、プリンタ速度などのパラメータで印刷品質の要になるものです。
Geeetechのサイトから経験値による設定ファイルが提供されているので
その「config.ini」ファイルをマニュアルのリンクからダウンロードします。

・I3pro B PLA config.ini
・I3pro B ABS config.ini
がでてきます。
[File]-[Load Config]すると

これまでの設定を保存しなくても残るので[はい]します。

まずは、PLAでやるので
「I3pro B PLA config.ini」選択して[開く]すると

警告ボックスがでますが
3回とも[はい]します。
これは、6.4 Other Settingsより前の設定を保存していないからですが、
[はい]にしても前の設定は残っているのです。
この欄が「I3pro B PLA config.ini」に変わっています。

マニュアル通り[Printer Settings]タブで
フロッピーディスクアイコンを押して適当な名前に変えて[OK]します。
名前は、変えなくてもいいようですが、一応、後ろに「001」つけました。
名前は、変えなくてもいいようですが、一応、後ろに「001」つけました。

ここは、タブ毎に保存しなけでばなりません。
[Printer Setting]タブでは、「001」がついていますが

「001」がついてないままになっているのがわかります。


3つのタブを夫々で保存しないと、一旦Slicerを終了して立ち上げ直すと
保存していないタブの設定は、消えていました。
なので、設定ファイルをLOADしたら
[Print Setting]、[Filament Setting]、[Printer Settings]の3つのタブで
夫々、フロッピディスク・アイコンで保存します。
タブ毎に保存するのは初めてです。
[Print Setting]
[Print Setting]、[Filament Setting]、[Printer Settings]の3つのタブで
夫々、フロッピディスク・アイコンで保存します。
タブ毎に保存するのは初めてです。
[Print Setting]




Repetier-Hostにさっきの設定名が3箇所に入っていることを確認します。
保存していないタブは、赤枠部の欄が空欄になっているので
再度[Configuration]ボタンでSlicerの設定を確認して、
消えている時は、6.1からやり直します。

<7. Begin Printing>
初プリント!
マニュアルのテストデータのリンクからダウンロードします。
マニュアルのテストデータのリンクからダウンロードします。

「plate.stl」ができます。
Repetier-Hostで[File]-[Load]で読み込むと



ファイルをロードし後、次のボタンを使用して拡大、縮小または回転できます。
このアイコンは、「Scale Object」拡大縮小




直径48mm 高さ3mmの円盤ですね。
サイズは、そのままでいいので、上の拡大・縮小は、そのままでいきます。

なければ、ドロップダウンメニュー▼で前にインポートしたパラメータを選んで
[Slice with Slic3r]ボタンを押します。

SliceしてGcodeに変換されています。

右中央に「17m 6s」とでています。
必要なフィラメントの長さ 「Filament needed:1552mm」もでるんですね~


約2分で設定温度に到達します。
ホントは、前のテストでフィラメントを入れたままでよかったんですね^^;

十分チェックして組立てたので、変な動きはしないと思うのですが
最初は、ドキドキのワクワクですね~

1分後位だったか、動き出しました!
最初の数周は、フィラメントが奥まで入ってなく、ノズルから何も出なかったので
一層目は、変ですが、何とか積んでます!
組立が長かっただけに、興奮して、これでも嬉しさひとしおです。

レイヤーファンは、まだ、付いていません。
丁度、エアコン(設定温度28℃)のゆるい風が当たる位置に本体があります。
(執筆中に改めて見ると、こりゃーひどいですね~)


せっかく撮ったので、懲りずに...

Repetier-Hostの3D Viewはこうなっていました。

と、その当時は、本気で思っているマーティーであります。
が、後から見ると、完全な失敗作ですね~

まだ、レイヤーファンつけてないし
よい設定は、これから探っていくしかないのかな~ などと思っていたのです。

横の方
特に下層レイヤーのできが良くないです。

前回教えてもらったフィルムをガラス板に張っていたので
冷えてから取るとほとんど力を掛けずにポロッと外せました。
裏面の拡大

続いて、同じ設定で、このフクロウを出してみようと思います。
thingiverseのここからダウンロードします。

サイズを確認すると
縦横高さ、約60mmでテストにしては大きいかなと?


で、「Slice」は、最後まで進んだようなのですが
Printボタンを押す、この画面でPCが完全フリーズ、マウスすら動きません(T_T)
3D Viewが正しくできてないので「Slice」途中で
何かしているかもと30分位待ちましたが復帰しません。
[Ctrl+Shift+ESC]すら受け付けないので
PCの電源ボタン長押しで終了し再起動しました。
やっぱ、メモリ16GBは欲しいですね~
とういうか、マーティーが一杯タブを開いているからなのですが...
とういうか、マーティーが一杯タブを開いているからなのですが...

今度は、Repetier-HostとChromeだけ起動して、再度!
Slice中のタスクマネージャーのCPU使用率とClock

3D Viewもちゃんと出て、Printボタン押せました。

同時にヒートベッドとエクストルーダー・ヒーターもONになりますが
エクストルーダー・ヒーターの温度が全く上がりません。
ん?壊れたのか?

一旦、中止して
ヒーターベッドのアイコンでOFF⇒ONし直すと上がり始めました!
200℃になった所でプリント開始します。Printボタンを押す前にヒーターは、ONして加熱しておいた方がいいようです。

最初に原点の所で、10cm程、ニョキニョキっとでているので
拭ってやっていると、中心部に移動をはじめ、プリント開始しました!
ヒーターが定常に達しても[Print]ボタンを押してから
直ぐには、開始せず、90秒ほど経ってから開始するようです。
直ぐには、開始せず、90秒ほど経ってから開始するようです。

最初の方を動画で(これもヒチャガチャです)
ヒーター電源供給のON/OFFがわかります。
10sec位の間隔で点いたり消えたりしています。

積み上げ途中も動画で

半分くらいかな
初めて見る積み上げに感激しております。
初めて見る積み上げに感激しております。

ここで、プリント中の各部の温度を測ってみます。
この簡易の赤外線放射温度計を使います。
精度:±2.5% or ±2.5℃の大きい方 とあります。
放射率:0.95(固定)なので、
ホントは、黒体テープを貼るのですが、まあ参考程度なので省略っと。

室温は、エアコン入れて28℃です。


X軸ステッピングモーター:30.2℃

Y軸ステッピングモーター:34.6℃
ちなみに後々、ベルトの張りを少し強めにしましたが、特に変化ありませんでした。
ちなみに後々、ベルトの張りを少し強めにしましたが、特に変化ありませんでした。

Z軸、右ステッピングモーター:40.2℃
これは少し生暖かいです。
これは少し生暖かいです。

X軸A4988:30.4℃
これこそ銀色で反射率が異なるので、Z軸と比較という意味で参考程度です。

Y軸A4988:36.2℃
でも触った感じでは、近いとこ示しているようです。
でも触った感じでは、近いとこ示しているようです。

Z軸A4988:60.6℃
やはりか~ ここは、集中的に冷やしたいですね~
ここには、ファンの風があまりきていません。
やはりか~ ここは、集中的に冷やしたいですね~
ここには、ファンの風があまりきていません。

エクストルーダーA4988:32.4℃

ヒートベッド用のPWM制御Power MOS-FET:31.8℃
FETのスペックからしてそうは上がらんでしょう。
後から気づくに、
ここは、定常状態では、10sec間隔位でON/OFFを繰り返しているので
低めになっています。
最初の加熱、2分間の100%ON状態時には、38℃位になっていました。
FETのスペックからしてそうは上がらんでしょう。
後から気づくに、
ここは、定常状態では、10sec間隔位でON/OFFを繰り返しているので
低めになっています。
最初の加熱、2分間の100%ON状態時には、38℃位になっていました。

エクストルーダー2のヒータート用のPWM制御Power MOS-FET:29.2℃
これは、負荷はありません。

こちらは、最初の加熱の2分間の100%ON状態で32~33℃でした。
ヒートベッドの方が温度低いけど面積広いのでパワーがいるわけですね。

メインチップのATMEGA2560:31.2℃
Clock 16MHzだし、変な負荷はないでしょうから。

ついでに、ここ:129℃
エクストルーダー・ヒーター・センサー温度:200℃

ここは、62.4℃
ヒートマット・センサー温度:65℃
ここまで測定してみて、この温度計、まあ使えそうですね~

プリント時のCPU使用率
Clock 0.84GHzで4%程です。Gcode送出だけですからね~
bCNCの様にPython上で動いているものは、こうはいきません。
Clock 0.84GHzで4%程です。Gcode送出だけですからね~
bCNCの様にPython上で動いているものは、こうはいきません。

上の方は、結構綺麗にできている気?がします。
最初なので、形になっていれば感動するのであります^^;
最初なので、形になっていれば感動するのであります^^;

最後の一積み!
若干タヌキにも見えてきましたが、


フクロウさんです。
背中に穴があり、入れ物になっています。
一応、家族からは、「すごいね!」の声が上がりました。
「0.2mmずつスライスして2D化して積み上げている」と説明すると
感動を共有してもらえました(^o^)

全体を見ると、中央ではなく、左寄りです。
ここでようやく、「その03」の「12.5mmの右寄せの悪あがき」には、
意味がなかったということに気づくマーティーであります(-_-;)
意味がなかったということに気づくマーティーであります(-_-;)
たぶん、Slicerの方でも設定しないといけないのだと思います?
プリント終了したら、X軸は、左端に移動しますが
その後も少し漏れてくるので後で取っておきます。

試運転の全景。

では、マーティーの初めての作品!
と言っても、モデルは自前ではありませんが。
半分から上は、結構いい感じにできていると思うんですがね~
と、できた瞬間は、そう思っています。
ちょっと恥ずかしいできですが、フクロウさんの取出と外観を動画で!
後から冷静に見ると、ヒチャガチャですね~
失敗例としての動画記録ということで...
下の方で判明しておる原因であります。
恥ずかしいのであまり見ないでください(-_-;)
興奮が冷め、段々と、失敗であることがわかってくるのであります。
再度、最初の円盤をやってみます。
Cooling Fanにチェックが入っているので外してみたり
エアコンの風が直接当たらないようにしたり
取り敢えず、簡単に思いつく手を打ってみます。
まず最初のレイヤーがいかんですね~
最初の外周の捨て廻りがギザギザしています。

どうもZゼロレベル調整がいかんのではないか?と、ようやく気づいて
Z軸リセットスイッチを少しずつ締めては、ガラス板との高さを確認しながら
Zゼロを正確に調整し直します。0.1mm厚の紙1枚入らない位に追い込みました。
4コーナー全部、ノズルとステージの隙間を薄紙で調整し直します。

それと、フィラメント送出速度が悪いのではと思い
エクストルーダー送りの調整をします。
フィラメントの入口から110mmに印をつけます。
エクストルーダー・ヒーターをONにして200℃になったら
Repetier-Hostからフィラメント100mm送出を1回だけクリックします。
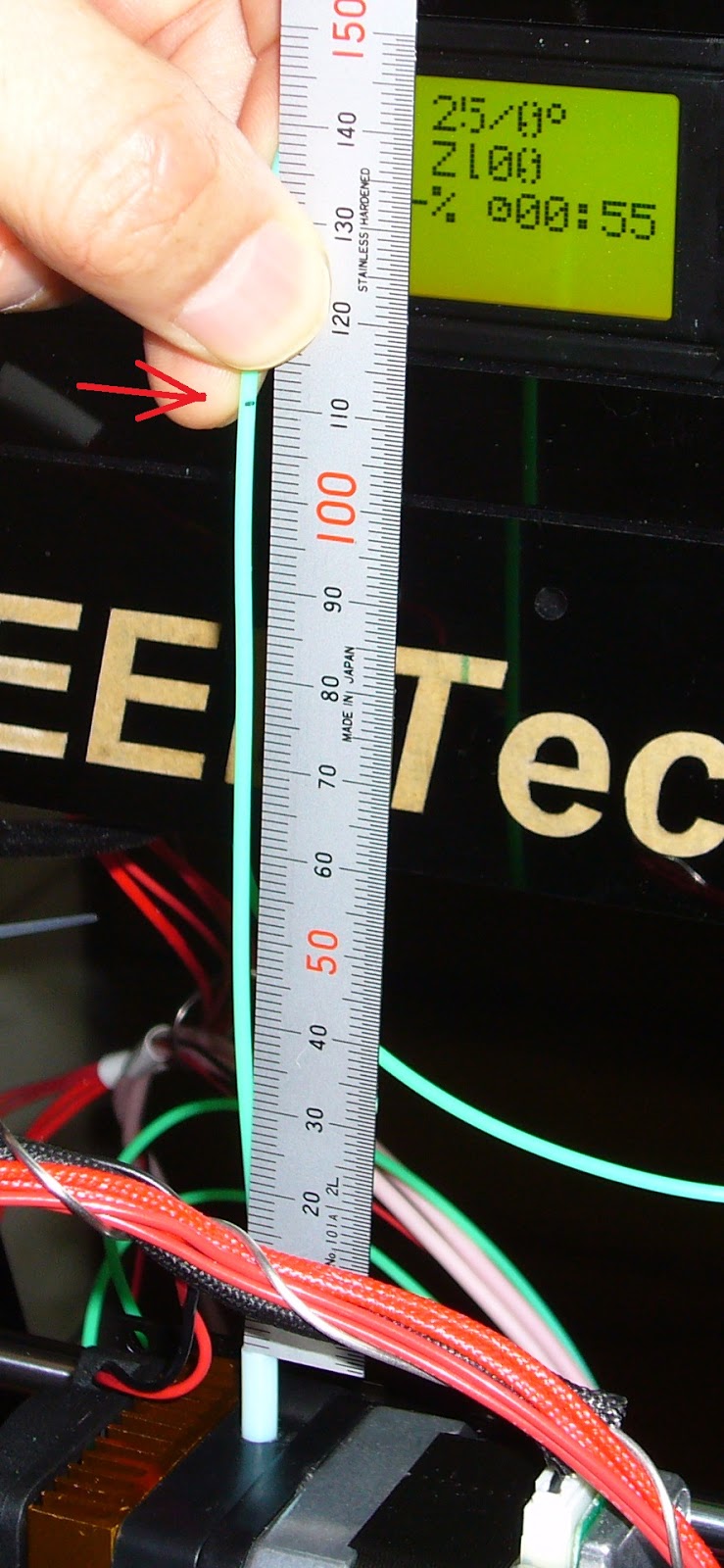
送出が終わったら、その印の位置で、余りを測ります。
15mmなので、110 - 15 = 95mm 送られたことになります。
Repetier-HostからM503コマンドで現在の設定値を見ると

E93.00になっています。
***
12:48:08.814 : echo:Steps per unit:12:48:08.816 : echo: M92 X80.00 Y80.00 Z400.00 E93.00
12:48:08.817 : echo:Maximum feedrates (mm/s):
~以下省略~
***
Manual Controlで100m押し出しすると
93設定で95mm送り出されているので
100 x (93 ÷ 95)= 97.9 に設定すれば、丁度100mm出てくるはずです。
M92 E97.9コマンド送り
M500でEEROMに保存します

LCDを確認すると97.9になっています。

出てきたフィラメントの径も測ってみます。
0.4mmノズルです。(この時点ではそう信じているのでした)
テスト用の緑のフィラメントを何箇所か測りました。
0.43~0.45mmってとこですが、
0.43~0.45mmってとこですが、
Repetier-Hostの設定は変えずにそのまま進めてみます。

***編集後記***
実は、2回目のプリントも終わってからノズルを見ると「0.3」の刻印が!
マニュアルの設定で0.4mmとなっていたので、
てっきり0.4mmノズルと思い込んでおりました^^;
実物のノズル径は測れませんが、
フィラメントは出てくると少し膨張するのだそうです。

**********
再度、やってみます。
時々、エクストルーダーから小さなコツコツ音がするようになりました。
これが聞こえた方が丁度いいのかな?
(その後、これは、ノズルの温度を上げた方がいいことが分っています)
で、Zゼロレベル調整で最初のギザギザはなくました。
でも、円が変形しています。
設定は、何も変えてないのだが、なぜだろう?
一時は、こんなひどいことにも(T_T)
さすがに意気消沈しておりました_| ̄|○

しばし休憩して。。。
XYベルトを少し強めに張ると、最初の円に戻りました。
微妙にX軸がおかしいが最初と同じ傾向で、できも同等レベルです。
この段階で、テスト用のフィラメントが終わりました。
XYベルトの張りをある程度強くする必要があるようだ。
というのが「この時点」の結論であります。
この網目模様、ホントは、均等間隔なんですよね~
後から気づくのであります。

テスト用の緑フィラメントで色々やった残骸です!

どうもXY軸にガタがあるのでは?、とチェックしていると
おっと!X軸のベルトブラケットのボルトが緩んでいるではないですか!
どおりで円にならないはずだ~
誰だ!しっかり締めていなかったのは!
慌てて、「組立1」を見直すと、ちゃんと「本締め」と書いていますね~
完全にマーティーのチョンボであります(´-﹏-`;)
緑フィラメントがなくなったので、GeeetechのPLA Whiteで続けます。
中に乾燥剤が入っていて、真空パックみたいで、
乾燥に気を使っているのがわかります。
保存する時は、密閉して乾燥剤入れた方がいいのだろうか?...

まず、白フィラメントを挿し込んで~
エクストルーダーをフィードしますが...
出てこないので分解します。
出てこないので分解します。
ヒーターは、200℃に加熱したままです。


残っている緑フィラメントを押し出します。
下から緑フィラメントの残りがニョキニョキでてきます。
下から緑フィラメントの残りがニョキニョキでてきます。

掃除した後、白フィラメントを少し出してみます。
径を測定すると、0.40~0.42mmでした。

最初のレイヤーは、カスレた感じですが
綺麗な円になっています。期待できそうです。

2層目以降は、今までのが嘘のように綺麗です。
ここで、網目が等間隔なのに気づくのであります。

これも

できました!
最上層は、誠に綺麗です。

サイズを測ってみます。
X軸方向:47.86mm(モデル 48mm)

ほぼ真円だと思われます。

XYZとも、なかなかいいです。

いい感じになったので、フクロウもリベンジします。
最外周が円じゃないので一瞬、ドキッとしましたが
お~っ!最初から細い足も快調です。
1~2層目、感激の瞬間を動画で!
レイヤーファンがないので跳ね上がっています。
ここは、上がらないようにちょっと指で押さえながら進めました。

こっちは、大丈夫でした。
熱いベッドから遠いからかな?

途中、中の巣もきれいだ~。

こんな感じでやっています。

最後の一積み!

完成です!
これを見ると最初のは、ほとんど失敗と言わざるをえんでしょう。
2ndは、実に満足のいく出来です。

では、2ndフクロウの取り出しから動画で!
この時のベッドは、まだ冷え切ってなく50℃位だったかな?
この時のベッドは、まだ冷え切ってなく50℃位だったかな?
ちょっと前の緑色が付いています。
結局、1作目から何をやったかというと
・X軸のベルトホルダーの緩み直し
・Zゼロレベルをガラス板ギリギリに調整
・エクストルーダーの送り出し量の較正(微調整)
・XYベルトの張りを少し強めにした(あまり関係ないかも関係ありました)
***2018.8.12追記***
XYベルトの張り具合は、音程でこんな感じです。
これ位張ると大丈夫のようです。
*********
どうも何か調整した時にベルトブラケットのボルトを緩めて、
XYベルトの張り具合は、音程でこんな感じです。
これ位張ると大丈夫のようです。
どうも何か調整した時にベルトブラケットのボルトを緩めて、
その後、本締めを忘れてしまっていたようです(-_-;)
最初から気づいていれば、一発で良いものが出来ていたのに~~
全部マーティーが悪いのであります。
お陰でZゼロレベル調整がいかに大事かが分りました。
やっぱオートレベルを早く付けないといかんようですね~
その後、
エクストルーダーからの小さなコツコツ音は、出てはいけないことが判明!
ノズルからの出力量が、上からの送り速度に追いついていないからだそうで
ノズルの温度を上げた方がいいということを教えていただきました。
1℃ずつ上げて(Max210℃位まで)音が出ない所に設定するそうです。
フィラメントの色でも最適温度は、異なるので都度調整必要とのことです。
いや~
7月23日:組立開始 ~ 8月8日:初プリント でした!
撮影して、記録とって、ブログ書きながら、チョンボしながら
久々の大物組立てで大変な所もありましたが
結構、楽しむことができました!
アクリルでプリント時の振動などが心配でしたが
ステッピングモーターの音は静かだし、振動もあまり感じません。
ファンさえ静かにできれば、リビングでもプリントできそうです。
改造箇所満載なので、マーティーには、かなり楽しめそうです。
これで2万円は、かなりコストパフォーマンスいいと思います。
これからは、改造を中心に楽しんでいく予定です。
が、CNCやレーザーも時々やらないと忘れちゃうので
ぼちぼち行こうと思います。
Fusin360も1ヶ月近く使ってないし...
4 件のコメント:
3D初プリントおめでとうございます。
フィラメントは、湿度に弱いそうです。
当方は、カメラフィルム保管用?湿度計つき密閉ボックスなるものを、購入しています。効果のほどは?
昔青年さん、ありがとうございます。
カメラのレンズ並に気を使う必要があるのですかあ~!
乾燥剤入りの真空パックで袋も2重でしたからね~
大事に扱います!
初めまして。いつも拝読しております。おのまさひこ と申します。
私も同形のプリンタに四苦八苦しながら取り組んでいる最中、マーティさんの エクストルーダーから出てくるコツコツ音の記述から、「ここやってみよ。」と思いました。気づきを頂きありがとうございます。
これからも、(3Dプリンタにかぎらず)楽しみに読ませていただきます。
小野様、見ていただきありがとうございます。
私の失敗がヒントになったようで幸いであります。
これだけ苦労するとキレイにプリントできた時は、
かなりの喜びを味わえました。
これからも宜しくお願いします。
コメントを投稿