
前回、設定の机上検討をして
予備のCNCコントロールボードにTB6560ボードを1個だけ繋いで
CNC2418のステッピングモーターのX軸だけ配線を繋ぎ替えて
方向と距離が正しく動く所まで確認できました。
予備のCNCコントロールボードにTB6560ボードを1個だけ繋いで
CNC2418のステッピングモーターのX軸だけ配線を繋ぎ替えて
方向と距離が正しく動く所まで確認できました。

所狭しとやや危険な状態でやっております。
 では、電流波形の確認をしていきます。
では、電流波形の確認をしていきます。
ステッピングモーター電流は、
この0.22Ωの抵抗をシリーズに入れて電圧降下を観測しています。
ステッピングモーターの赤線(-A/2B)に入れてます。
 まずは、一番知りたい
まずは、一番知りたい
$1=25(GRBLのDefault)と$1=255の違いを見てみます。
現在は、デフォルトの$1=25です。
静止時やPause時は、ステッピングモーター電流0になります。
$1=25を動画で!
JOG KEYでちょこちょこと動かしてます。
毎回、停止すると電流0に戻っています。
つまり、停止するとMicrostepの保持位置から外れ、
1回転200stepの位置精度(1回転4mmなので0.02mm)に戻ることになります。
PCB切削の再現性が今一だったのは、Microstep喪失が犯人だったんですね。
深さ50μmの設定は、Max±20μmズレて、30~70μmも変動してたわけです。
センターGNDから上や下に変化して保持されているのがわかります。
動作時は、Peak 1A設定なので、静止時20%の設定では、Peak 0.2Aのハズです。
0.22Ωの両端を0.1V/DIVで見ているので0.45A/DIV
0.2AだとMax 0.4DIVになるハズです。
Max 0.5DIV位の時もありますが、まあいいか。
少しイジっていると、何と!
CNCコントロールボードをRESETしても同じ電流が維持されています。
TB6560のRESETは、5V電源からCRで生成されていて独立しているので
CNCコントロールボードをRESETしても影響しません。
RESET時のコントロールボード側のENABLEと電流波形を見てみます。
コントロールボードのENABLE出力は、HIGH:停止、LOW:動作です。
・黄色:CNCコントロールボードのENABLE
・水色:TB6560 11pin NFB(Bコイル電流検出端子)
$1=255 です。
RESETでENABLEが変化していますが、1Vまでしか上がりません
RESETしてもMicrostepの電流が維持され、Microstepの位置が失われないのです。

・黄色:TB6560のENABLE(LOW Active)
・水色:CNCコントロールボードのENABLE(HIGH Active)
RESETでA4988のENABLEが変化していますが、1Vまでしか下がらず
フォトカプラで反転後のTB6560のENABLEは、1Vまでしか上がってないので
ENABLEは、有効のままなのです。
これは、ラッキーです。

では、Decayの設定に行きます。
写真一杯撮り過ぎて収集がつかなくなった感も...(-_-;)
PowerPointに貼り付けて、じっくり観察してコメント入れていきます。
 Decayは、コイルのエネルギーを引き抜く回生サイクルのことです。
Decayは、コイルのエネルギーを引き抜く回生サイクルのことです。
これは、TB6560 Datasheetの表で、
 ボードのシルク表示はこれです。
ボードのシルク表示はこれです。
 「Normalモード」の電流は、こんな異常な波形で、最初はビックリ(*_*)
「Normalモード」の電流は、こんな異常な波形で、最初はビックリ(*_*)
Normal Decayモード、Peak 1.0A、F500
Decayを変えていきます。
25% Decayモード、Peak 1.0A、F500
何だか音も静かになった気がします。
100% Decayモード、Peak 1.0A、F500
50% Decayと変わりないようです。
F500、Peak 1.0Aでは、50% Decayでいいようです。
ちなみに電流波形の周波数は、
1/16 Microstepなので、1回転(1波長)で16step x 4 = 64step
800step/mmに設定しているので
・周波数 [Hz] = F値mm/min ÷ 60sec x 800step/mm ÷ 64step/回転
F500 = 104.2Hz = 9.6msec
オシロとほぼ一致しています。
Feedを遅くしてみます。
25% Decayモード、Peak 1.0A、F100
100% Decayモード、Peak 1.0A、F100
予想通り、リップルが更に大きくなりました。
平均電流は、Normalモードの50%down位だと思われます。
トルクも低下するのかな~
リップルについて少し調べてみると
Rohmサイトのここには、
「電流のリップルで平均電流が低下し、
トルク低下とモータ損失増加による発熱が課題」ということらしい。
一方、このPDF、Salesカタログみたいですが、
P3に1Aクラスの「回転数 vs トルク」のグラフがあります。
24VDCのグラフ
500rpm ⇒ 100rpmでは、トルク 0.15 ⇒ 0.23で約1.5倍なので
電流は60%位低下しても同等トルクじゃないのかな~
Speedは、ステッピングモーターの回転数のハズです。
マーティーのCNC2418は、4mmピッチの台形ネジなので
・回転数 RMP = F値 mm/min ÷ 4
F100=25rpm、F500=125rpm になるのでグラフの左の方になり
何とも言えない感じもしますが
勝手にいい方に解釈して^^;
F100、Peak 1.0A設定では、25% Decayモードでいいと思われます。
では、Feedを速くします。
25% Decayモード、Peak 1.0A、F1000
50% Decayモード、Peak 1.0A、F1000
ゼロ付近が微妙に歪んでいます。
100% Decayモード、Peak 1.0A、F1000
キレイです。
F1000では、100% Decayが必要そうです。
電流波形の周波数は、
・周波数 [Hz] = F値mm/min ÷ 60sec x 800step/mm ÷ 64step/回転
F1000 = 208.3Hz = 4.8msec
Feedに応じて、Decayモードを変えるは大変です。
50% Decayで統一しようと考えると、
50% Decayモード、Peak 1.0A、F700
この辺りまで、よさげです。
Feedの遅い方は、
F100では、25% Decayでよさそうでしたが、
25% Decayモード、Peak 1.0A、F150
でゼロ付近が少し歪んでいるので50% Decayでいいじゃないかな~
ということで
Peak 1.0A設定では、F100~F700まで50% Decayモードでよしとします。
たぶんF100で50% Decayでは、平均電流40%down程でしょう。
Z軸のFeedは、XY軸に比べ遅いです。
マーティーは、Fusion360 CAM設定で、切り込み速度を
切削送り速度の(XY軸のFeed)の1/3に設定しています。
通常の使用範囲のFeed:F100~F500とすると
Z軸 F30~F170になります。
Normal Decayモード、Peak 1.0A、F50
ちょっとゼロ付近に歪みが~
Normal Decayモード、Peak 1.0A、F150
歪がダメですね~
Normal Decayは、ダメっぽいので、
25% Decayモード、Peak 1.0A、F50
平均電流は、50%程downでしょう。
25% Decayモード、Peak 1.0A、F150
50% Decayにしたいとこですが、まあまあかな?
25% Decayモード、Peak 1.0A、F120
で、ゼロ付近の歪は許せそうなので
Z軸は、25% Decayモードで手を打つことにします。
特にZ軸は、固いものを切削する時にトルクが必要で
低速時のリップルで平均電流が減るのはよくないので、
Peak電流設定を1.0A ⇒ 1.2Aに増やした方がいいかも。
残るは、F1000です。
切削の場合は、こんな高速は使わないのですが
Diode Laserの描画でF1000~F1500を使います。
50% Decayモード、Peak 1.0A、F1000
ゼロ付近が微妙に歪んでいるので、
やっぱし
100% Decayモード、Peak 1.0A、F1000
を使いたいです。
更にFeedを速くしていくと
100% Decayモード、Peak 1.0A、F1500
少し三角波でこの辺が限界かな~
Laser描画のF1000~F1500は、100% Decayモードに手動で変えるしか...
100% Decayモード、Peak 1.0A、F2000
ほぼ三角波で厳しいです。
ひょっとして電源電圧を上げるといいのかも?
蛇足ですが、やっぱし音が変わっている気がするので確認してみます。
 最大の課題は、この大きなボードを3つも、
どの様に取り付けるかであります(-_-;)
最大の課題は、この大きなボードを3つも、
どの様に取り付けるかであります(-_-;)
***2019.3.17 修正***
その後、その70、その71の検討を経て
Switch設定は、XYZ軸、全部同じ、これに決定!

ステッピングモーター電流は、
この0.22Ωの抵抗をシリーズに入れて電圧降下を観測しています。
ステッピングモーターの赤線(-A/2B)に入れてます。

$1=25(GRBLのDefault)と$1=255の違いを見てみます。
現在は、デフォルトの$1=25です。
静止時やPause時は、ステッピングモーター電流0になります。
$1=25を動画で!
JOG KEYでちょこちょこと動かしてます。
毎回、停止すると電流0に戻っています。
つまり、停止するとMicrostepの保持位置から外れ、
1回転200stepの位置精度(1回転4mmなので0.02mm)に戻ることになります。
PCB切削の再現性が今一だったのは、Microstep喪失が犯人だったんですね。
深さ50μmの設定は、Max±20μmズレて、30~70μmも変動してたわけです。
$1=255を送信して、CNCコントロールボードをRESETすると反映されます。
静止時20%の設定で十分のようで、
停止でも、手で簡単に回らないくらいです。
これも電流波形を動画で!
毎回、ランダムな位置で停止するのでMicrostepの保持位置を維持する電流が、停止でも、手で簡単に回らないくらいです。
これも電流波形を動画で!
センターGNDから上や下に変化して保持されているのがわかります。
動作時は、Peak 1A設定なので、静止時20%の設定では、Peak 0.2Aのハズです。
0.22Ωの両端を0.1V/DIVで見ているので0.45A/DIV
0.2AだとMax 0.4DIVになるハズです。
Max 0.5DIV位の時もありますが、まあいいか。
CNCコントロールボードをRESETしても同じ電流が維持されています。
TB6560のRESETは、5V電源からCRで生成されていて独立しているので
CNCコントロールボードをRESETしても影響しません。
RESET時のコントロールボード側のENABLEと電流波形を見てみます。
コントロールボードのENABLE出力は、HIGH:停止、LOW:動作です。
・黄色:CNCコントロールボードのENABLE
・水色:TB6560 11pin NFB(Bコイル電流検出端子)
$1=255 です。
RESETでENABLEが変化していますが、1Vまでしか上がりません
RESETしてもMicrostepの電流が維持され、Microstepの位置が失われないのです。

・黄色:TB6560のENABLE(LOW Active)
・水色:CNCコントロールボードのENABLE(HIGH Active)
RESETでA4988のENABLEが変化していますが、1Vまでしか下がらず
フォトカプラで反転後のTB6560のENABLEは、1Vまでしか上がってないので
ENABLEは、有効のままなのです。
これは、ラッキーです。

では、Decayの設定に行きます。
写真一杯撮り過ぎて収集がつかなくなった感も...(-_-;)
PowerPointに貼り付けて、じっくり観察してコメント入れていきます。

これは、TB6560 Datasheetの表で、
現在、DCY1、DCY2とも L の「Normalモード」です。


Normal Decayモード、Peak 1.0A、F500
 |
| F500、Normal Decay、Peak 1A |
25% Decayモード、Peak 1.0A、F500
お~っ!まともな波形になりました!
ゼロ付近がちょっと歪んでるみたいですが、Normalモードと雲泥の差です。
Normalとは、全期間Slow Decayだったんですね(-_-;)
25% Decayとは、Decay期間の後方 25%をFast Decayにすることです。
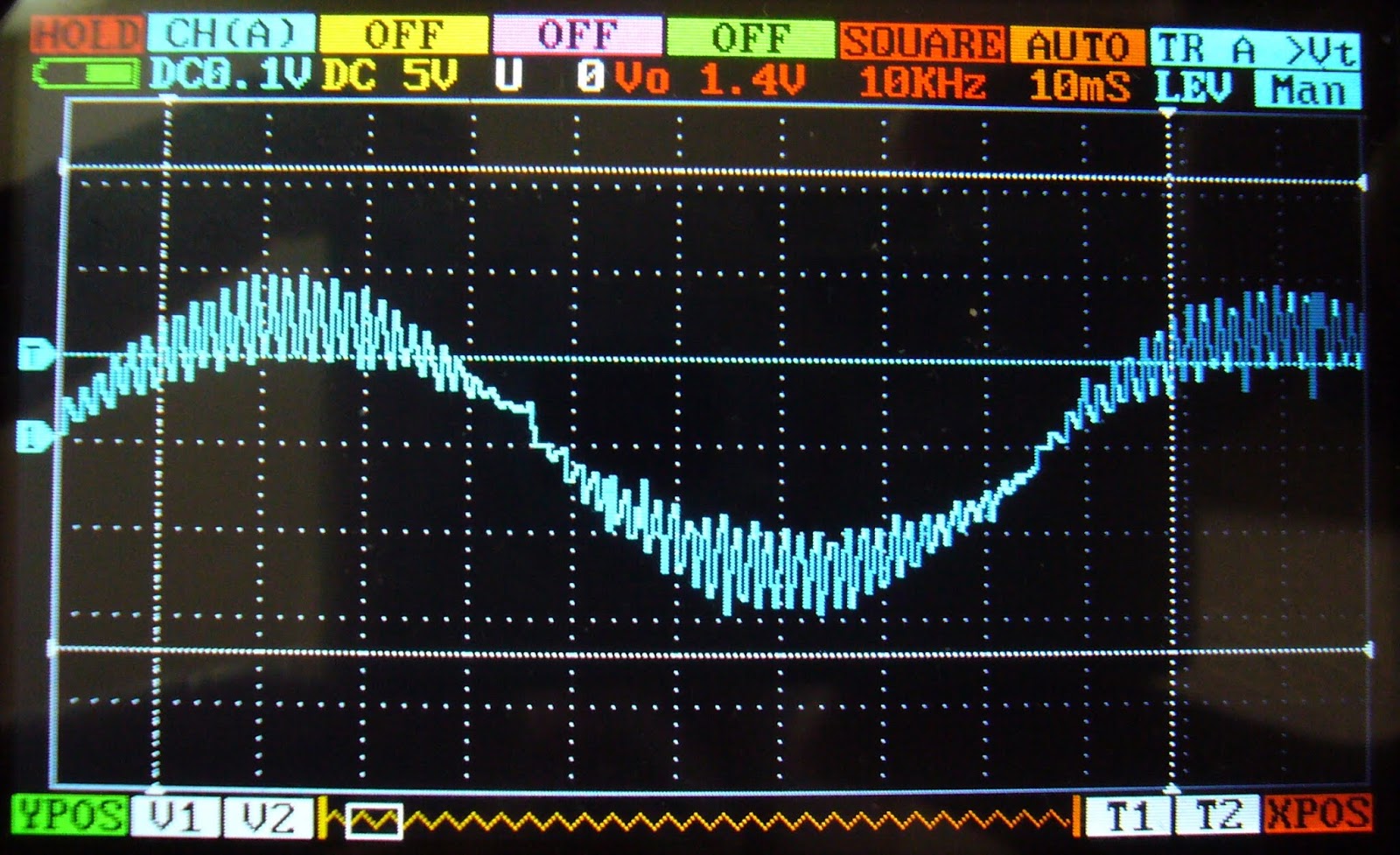
50% Decayモード、Peak 1.0A、F500
ゼロ付近の歪もほぼなくなった感じです。Normalとは、全期間Slow Decayだったんですね(-_-;)
25% Decayとは、Decay期間の後方 25%をFast Decayにすることです。
 |
| F500、25% Decay、Peak 1A |
何だか音も静かになった気がします。
 |
| F500、50% Decay、Peak 1A |
50% Decayと変わりないようです。
F500、Peak 1.0Aでは、50% Decayでいいようです。
ちなみに電流波形の周波数は、
1/16 Microstepなので、1回転(1波長)で16step x 4 = 64step
800step/mmに設定しているので
・周波数 [Hz] = F値mm/min ÷ 60sec x 800step/mm ÷ 64step/回転
F500 = 104.2Hz = 9.6msec
オシロとほぼ一致しています。
 |
| F500、100% Decay、Peak 1A |
Normal Decayモード、Peak 1.0A、F100
ゼロ付近がちょっと歪んでますが、F500のNormal Decayよりまともです。
電流波形の周波数は、
・周波数 [Hz] = F値mm/min ÷ 60sec x 800step/mm ÷ 64step/回転
F100 = 20.83Hz = 48msec
ゼロ付近がちょっと歪んでますが、F500のNormal Decayよりまともです。
電流波形の周波数は、
・周波数 [Hz] = F値mm/min ÷ 60sec x 800step/mm ÷ 64step/回転
F100 = 20.83Hz = 48msec
 |
| F100、Normal Decay、Peak 1A |
エネルギー引き抜きが速すぎて、大きなリップルがでます。
リップルがなければ、いい形かな?ゼロ付近が微妙な感じもします。
平均電流が30%downという感じです。
リップルがなければ、いい形かな?ゼロ付近が微妙な感じもします。
平均電流が30%downという感じです。
 |
| F100、25% Decay、Peak 1A |
予想通り、リップルが更に大きくなりました。
平均電流は、Normalモードの50%down位だと思われます。
トルクも低下するのかな~
 |
| F100、100% Decay、Peak 1A |
Rohmサイトのここには、
「電流のリップルで平均電流が低下し、
トルク低下とモータ損失増加による発熱が課題」ということらしい。
一方、このPDF、Salesカタログみたいですが、
P3に1Aクラスの「回転数 vs トルク」のグラフがあります。
24VDCのグラフ
500rpm ⇒ 100rpmでは、トルク 0.15 ⇒ 0.23で約1.5倍なので
電流は60%位低下しても同等トルクじゃないのかな~
Speedは、ステッピングモーターの回転数のハズです。
マーティーのCNC2418は、4mmピッチの台形ネジなので
・回転数 RMP = F値 mm/min ÷ 4
F100=25rpm、F500=125rpm になるのでグラフの左の方になり
何とも言えない感じもしますが
勝手にいい方に解釈して^^;
F100、Peak 1.0A設定では、25% Decayモードでいいと思われます。
 |
| 出所:National Instruments |
25% Decayモード、Peak 1.0A、F1000
エネルギー引き抜きが間に合わなくなり、電流が下がってくれません。
 |
| F1000、25% Decay、Peak 1A |
ゼロ付近が微妙に歪んでいます。
 |
| F1000、50% Decay、Peak 1A |
キレイです。
F1000では、100% Decayが必要そうです。
電流波形の周波数は、
・周波数 [Hz] = F値mm/min ÷ 60sec x 800step/mm ÷ 64step/回転
F1000 = 208.3Hz = 4.8msec
 |
| F1000、100% Decay、Peak 1A |
50% Decayで統一しようと考えると、
50% Decayモード、Peak 1.0A、F700
この辺りまで、よさげです。
 |
| F700、50% Decay、Peak 1A |
F100では、25% Decayでよさそうでしたが、
25% Decayモード、Peak 1.0A、F150
でゼロ付近が少し歪んでいるので50% Decayでいいじゃないかな~
 |
| F150、25% Decay、Peak 1A |
Peak 1.0A設定では、F100~F700まで50% Decayモードでよしとします。
たぶんF100で50% Decayでは、平均電流40%down程でしょう。
Z軸のFeedは、XY軸に比べ遅いです。
マーティーは、Fusion360 CAM設定で、切り込み速度を
切削送り速度の(XY軸のFeed)の1/3に設定しています。
通常の使用範囲のFeed:F100~F500とすると
Z軸 F30~F170になります。
Normal Decayモード、Peak 1.0A、F50
ちょっとゼロ付近に歪みが~
 |
| F50、Normal Decay、Peak 1A |
歪がダメですね~
 |
| F150、Normal Decay、Peak 1A |
25% Decayモード、Peak 1.0A、F50
平均電流は、50%程downでしょう。
 |
| F50、25% Decay、Peak 1A |
50% Decayにしたいとこですが、まあまあかな?
 |
| F150、25% Decay、Peak 1A |
で、ゼロ付近の歪は許せそうなので
Z軸は、25% Decayモードで手を打つことにします。
特にZ軸は、固いものを切削する時にトルクが必要で
低速時のリップルで平均電流が減るのはよくないので、
Peak電流設定を1.0A ⇒ 1.2Aに増やした方がいいかも。
 |
| F120、25% Decay、Peak 1A |
残るは、F1000です。
切削の場合は、こんな高速は使わないのですが
Diode Laserの描画でF1000~F1500を使います。
50% Decayモード、Peak 1.0A、F1000
ゼロ付近が微妙に歪んでいるので、
|
| F1000、50% Decay、Peak 1A |
100% Decayモード、Peak 1.0A、F1000
を使いたいです。
|
| F1000、100% Decay、Peak 1A |
100% Decayモード、Peak 1.0A、F1500
少し三角波でこの辺が限界かな~
Laser描画のF1000~F1500は、100% Decayモードに手動で変えるしか...
 |
| F1050、100% Decay、Peak 1A |
ほぼ三角波で厳しいです。
ひょっとして電源電圧を上げるといいのかも?
 |
| F2000、100% Decay、Peak 1A |
蛇足ですが、やっぱし音が変わっている気がするので確認してみます。
25% Decayモード、1.0A F500
動画で移動の音を聞きます。
XY軸(Peak 1.0A、Stop 20%、1/16 Microstep、50% Decayモード)
SW1~3:↓ ↑ ↓ S1~6:↓ ↑ ↓ ↑ ↓ ↑
Z軸(Peak 1.0A、Stop 20%、1/16 Microstep、25% Decayモード)
SW1~3:↓ ↑ ↓ S1~6:↓ ↑ ↓ ↑ ↑ ↓
動画で移動の音を聞きます。
100% Decayモード、1.0A F500 の動画と音!
高い音が増えてる感じもしますが、こっちが静かに感じますよね~
リップルが増える方向なので音は大きくなる気がするのですが
まさか、ゼロ付近の歪の音じゃないよな~?
ちょっと不思議、なぜ音が変わるのかマーティーにはわかりません(-_-;)
結局、ボードのSwitch設定は、
リップルが増える方向なので音は大きくなる気がするのですが
まさか、ゼロ付近の歪の音じゃないよな~?
ちょっと不思議、なぜ音が変わるのかマーティーにはわかりません(-_-;)
SW1~3:↓ ↑ ↓ S1~6:↓ ↑ ↓ ↑ ↓ ↑
Z軸(Peak 1.0A、Stop 20%、1/16 Microstep、25% Decayモード)
SW1~3:↓ ↑ ↓ S1~6:↓ ↑ ↓ ↑ ↑ ↓

***2019.3.17 修正***
その後、その70、その71の検討を経て
Switch設定は、XYZ軸、全部同じ、これに決定!
XYZ軸(Peak 1.0A、Stop 20%、1/16 Microstep、100% Decayモード)
SW1~3:↓ ↑ ↓ S1~6: ↓ ↑ ↓ ↑ ↑ ↑
 *************
*************
SW1~3:↓ ↑ ↓ S1~6: ↓ ↑ ↓ ↑ ↑ ↑

1 件のコメント:
大きなボード3枚ですか。
ウッドペッカーが付いてる2020フレームに2階建とか?横だからメゾネットというべきですかね。
コメントを投稿