
GCodeは、前回で準備万端です!
まずは、
【部品面の文字&シンボル彫刻】
外形カットするとPCBを固定する空きスペースがなくなるので【部品面の文字&シンボル彫刻】
先に部品面の文字&シンボル彫りをやります。
まず、裏表の位置をある程度は合わせておく必要があるので
原点にドリルで0.8mmの穴を開けます。
Candleの手動ジョグでZ軸をジワジワ下ろして開けます。
(後でわかりますが、原点に裏表基準穴を開けてはいけませんでした)

この非金属用プローブでのHeightMapの出番です。初めての実用かな。
「小型工作機CNC2418 その3(HeightMap検討)」のです。

銅面じゃなく導通しないのでマイクロスイッチを利用したProbeなのです。

Candle v1.1.7のHeightMap機能で上の非金属用Probeを使って
PCB表面のHeightMap作成中。


反りが大きいですね~
0.12mmしか掘らないのに最大で0.182mm。

[Use heightmap]にチェックを入れます。

動かなくなった所から0.1mm下げてZゼロとします。
文字彫り中。

後で設定見直すとS800、F500 x200%=1000mm/minでした。速過ぎたかな?

「***.top.text.nc」を読み込んで

[Use heightmap]にチェックを入れます。


後で気づくに、ここは、Millの設定で Feed:300mm/minになっていました。

老目では、ほとんどシルク印刷にも見えます。やってみた甲斐がありました!

【パターン切削】
ドリルより先なのは、
PCB-GCodeの設定で[Spot drill holes]を有効にしていると
パターン切削ミルでドリル穴中心にガイド切削してくれて
ドリル穴開け時にセンターズレを軽減してくれるからです。
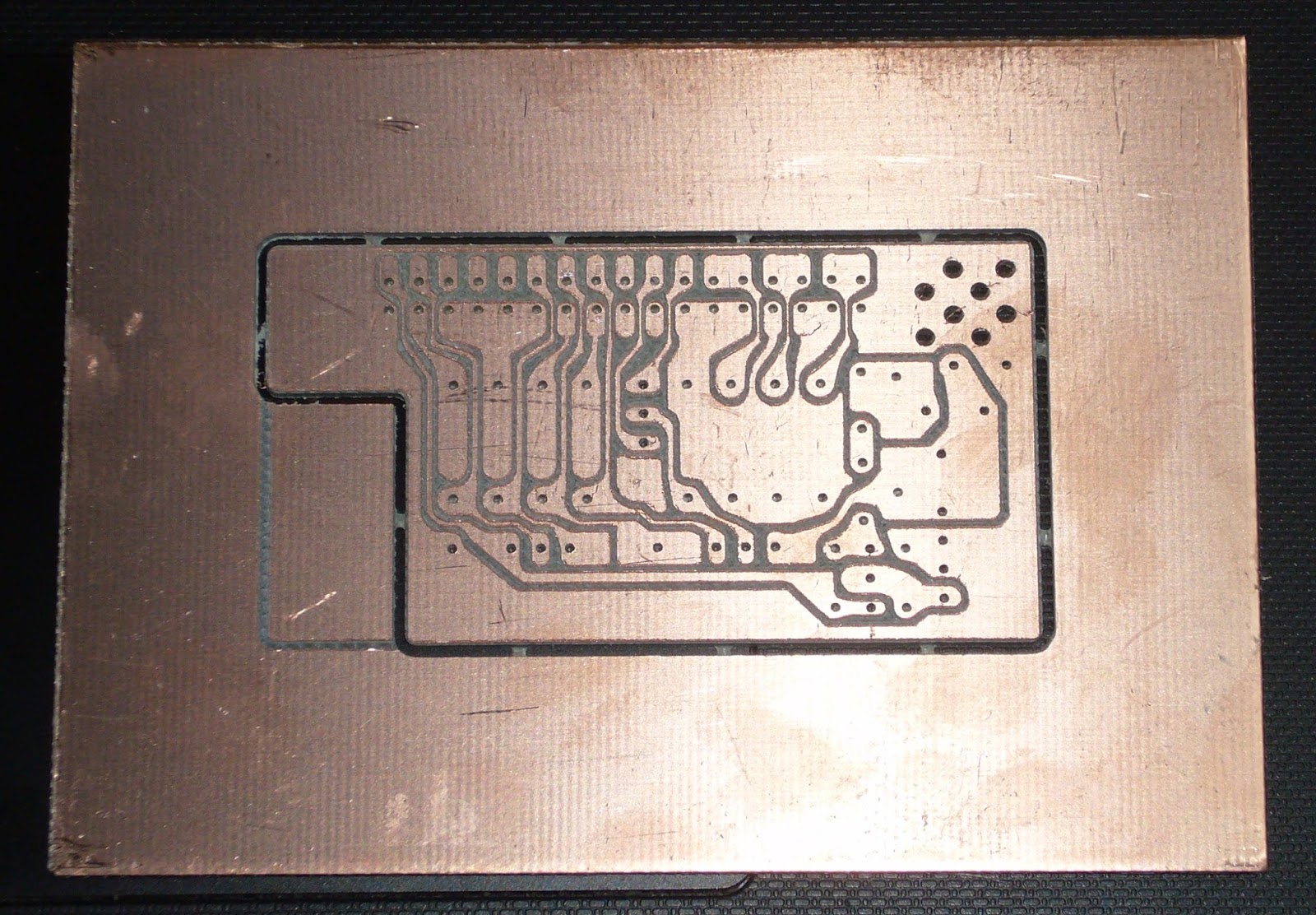
これが最終パターンです。
 これこそHeightmapが重要なので最初に作ります。
これこそHeightmapが重要なので最初に作ります。
「小型工作機CNC2418 その4(PCB削り)」や
「小型工作機CNC2418 その37(PCBスパイラルコイル)」でやったように
A5端子からスピンドルとPCB銅箔をリード線クリップで繋ぎ
 あっ!位置決めの為に原点に穴を開けていた!
あっ!位置決めの為に原点に穴を開けていた!
これでは、原点のZゼロ調整できません。
位置決めの穴は、外形の外にしないといけなかったですね~教訓!(^^ゞ
一旦、Y軸を0.5mmズラしてHeightMap作成します。
全体的にHeightMapが0.5mmズレますが支障はないでしょう。
動画で、VカッターでPCB銅面のHeightMap作成中
[Interpolation grid]は、測定後でも変えれます。
100x100にしてみました。
何だか妙な反り方です。
表面の時とは違うので、基板自体の反りというより固定の仕方の影響のようです。
長手方向を固定したかったのですが、ステージの固定溝位置が合わず...
 設定画面。
設定画面。
 こちらは、6x6の36ポイントです。
こちらは、6x6の36ポイントです。
執筆中に改めて見ると、左端が急に沿っていますね~
固定が弱かったのかもです。
 Heightmapを保存して
Heightmapを保存して
[Edit mode]ボタンでHeightmapモードから抜けて
[Use heightmap]にチェックを入れます。


アイコンでZゼロ調整します。
調子よくスタートを切ったのですが、、、転けました!
いや、パキッと音がしたと思ったら先が折れてました(´-﹏-`;)
速や過ぎたようです。
この時は、Feed 250mm/minと思い込んでおり、実際は、500mm/minでした。
 Vカッターを交換してZゼロ調整して、Overridingで50%にして再開します。
Vカッターを交換してZゼロ調整して、Overridingで50%にして再開します。
ドリルより先なのは、
PCB-GCodeの設定で[Spot drill holes]を有効にしていると
パターン切削ミルでドリル穴中心にガイド切削してくれて
ドリル穴開け時にセンターズレを軽減してくれるからです。
これが最終パターンです。

「小型工作機CNC2418 その4(PCB削り)」や
「小型工作機CNC2418 その37(PCBスパイラルコイル)」でやったように
A5端子からスピンドルとPCB銅箔をリード線クリップで繋ぎ

これでは、原点のZゼロ調整できません。
位置決めの穴は、外形の外にしないといけなかったですね~教訓!(^^ゞ
一旦、Y軸を0.5mmズラしてHeightMap作成します。
全体的にHeightMapが0.5mmズレますが支障はないでしょう。
動画で、VカッターでPCB銅面のHeightMap作成中
100x100にしてみました。
何だか妙な反り方です。
表面の時とは違うので、基板自体の反りというより固定の仕方の影響のようです。
長手方向を固定したかったのですが、ステージの固定溝位置が合わず...


執筆中に改めて見ると、左端が急に沿っていますね~
固定が弱かったのかもです。

[Edit mode]ボタンでHeightmapモードから抜けて
[Use heightmap]にチェックを入れます。
アイコンでZゼロ調整します。
調子よくスタートを切ったのですが、、、転けました!
いや、パキッと音がしたと思ったら先が折れてました(´-﹏-`;)
速や過ぎたようです。
この時は、Feed 250mm/minと思い込んでおり、実際は、500mm/minでした。

・・・
また折れました(´-﹏-`;)、ほんの少しですね~
 ここで新品を見てみると
ここで新品を見てみると
ん? これ0.1mm? ほとんど0じゃないのだろうか?
これじゃー削れないだろうな~ どおりで折れやすいはずです。
CNC2418に付属してた、品番「NJ3.2001」なので20° 0.1mmのはずですが
折れた奴の方が丁度0.2mmっぽいですね~
 折れた奴をそのまま使うことにします(^^ゞ
折れた奴をそのまま使うことにします(^^ゞ

ん? これ0.1mm? ほとんど0じゃないのだろうか?
これじゃー削れないだろうな~ どおりで折れやすいはずです。
CNC2418に付属してた、品番「NJ3.2001」なので20° 0.1mmのはずですが
折れた奴の方が丁度0.2mmっぽいですね~

PCB-GCodeで工具径を0.1⇒0.2mmに変えます。
この時もFeed 500に気づいてないんです。
この時もFeed 500に気づいてないんです。

更にFeedをOverridingで30%に下げます。
後で計算するとFeed 500のままなので、500 x30%=150mm/minです。

やっと折れずに削れているようです。
 では動画で!
では動画で!
動画をもう一本。
どうやら下地に達してなく、銅だけのようですね~
どうみても切削屑がきれいな銅色ばかり、
銅箔の上澄みしか削れていないような気がしますが、ひとまず1回やり通します。
終わったらテスターで測ってみます。
 曲線が一杯あるので、見ていて飽きないですね~
曲線が一杯あるので、見ていて飽きないですね~
Overriding 30%にしたので、結局、こんなに時間が掛かりました。
まさか最初の見間違いと同じになるとは。
 1回目が終わりました。
1回目が終わりました。
テスターで測ると!どこもかしこも導通!しています。_| ̄|○
浅いのだろうか?Zゼロ調整が悪かったのだろうか?
設定深さ-0.1mmなので最低でも-0.05mmには達していると思うのですが
0.6mm トウモロコシミルの時とは、明らかに様相が違います。
で2回目です。
Z軸を0.1mm下げてZゼロにして開始!
おっ!切削屑の色が銅色ではなくて白っぽいです。いいかも!
 今度は間違いなく銅箔の下まで削っていそうです。
今度は間違いなく銅箔の下まで削っていそうです。
 2巡目を動画で。
2巡目を動画で。
最後の「Spot drill Hole」の所を動画で。
PCB-GCodeの設定で[Spot drill holes]を有効にしていると
パターン切削時にドリル穴中心にガイド切削してくれるのです。
深さ-0.3mmに設定しています。
Overriding 30%ですがツールパスが減った分少し早くなりました。
 切削屑を掃除して(ストロボなし写真)
切削屑を掃除して(ストロボなし写真)
基盤の色がくっきり出て、何だかよさそうです。
テスターで導通確認すると、1箇所だけ怪しい所がありますが、後にします。

【ドリル穴開け】
 遅くした方が良さそうなのでOverriding 50%
遅くした方が良さそうなのでOverriding 50%
50mm/min x 50% = 25mm/minです。


 真上から。
真上から。

【外形カット】
こちらは、Fuison360で作成しています。事件は起こらないでしょう。

さすが1.0mmトウモロコシエンドミルです。
サクサク気持ちのいい削れ方。
 普通の切削ですが、動画で。
普通の切削ですが、動画で。
S800(Dutu:80%)Feed:250mm/min
ほどなく完了!
オマジナイの穴と外形のGCodeを同時に作っていたら
穴開け工程が後になってタブが切れないかとちょっとヒヤヒヤでした。
GCodeを別々にして穴は先に開けにした方がよかったですね。
 タブも綺麗にできています。
タブも綺麗にできています。
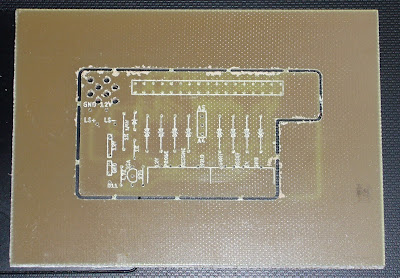
 できました!
できました!
 部品面。
部品面。
思いついて良かった文字とシンボル彫り!
あるのとないのとでは、PCBらしさに雲泥の差がでますね~
最後に実際の切削での変更をPCB-GCodeのSetupに反映しておきます。
[Generation Options]
 [Machine]
[Machine]
 組み込む前にもう一度!
組み込む前にもう一度!
 部品面。
部品面。
このシルク印刷モドキは、今回の大発見です!
 良いものができました!
良いものができました!
塩化第二鉄の溶液で苦労してエッチングしていたのが嘘のようです。
箔間0.3mmが自作できるなんて考えられませんでした。
ただ、昔は、近くの薬局で塩化第二鉄を購入できたのですが、今はできるのかなあ?
もう必要はないですが!


どうやら下地に達してなく、銅だけのようですね~
銅箔の上澄みしか削れていないような気がしますが、ひとまず1回やり通します。
終わったらテスターで測ってみます。

Overriding 30%にしたので、結局、こんなに時間が掛かりました。
まさか最初の見間違いと同じになるとは。
テスターで測ると!どこもかしこも導通!しています。_| ̄|○
浅いのだろうか?Zゼロ調整が悪かったのだろうか?
設定深さ-0.1mmなので最低でも-0.05mmには達していると思うのですが
0.6mm トウモロコシミルの時とは、明らかに様相が違います。
で2回目です。
Z軸を0.1mm下げてZゼロにして開始!
おっ!切削屑の色が銅色ではなくて白っぽいです。いいかも!


PCB-GCodeの設定で[Spot drill holes]を有効にしていると
パターン切削時にドリル穴中心にガイド切削してくれるのです。
深さ-0.3mmに設定しています。
基盤の色がくっきり出て、何だかよさそうです。
テスターで導通確認すると、1箇所だけ怪しい所がありますが、後にします。

【ドリル穴開け】
加工準備でEAGLEのPCB-GCodeから吐き出したGCodeから
M06命令で工具交換している所を削除しています。
50mm/min x 50% = 25mm/minです。
切れ味いいです。

穴あけを動画で。
Drill:0.8mm S800(Duty 80%) Z軸Feed:25mm/min
Drill:0.8mm S800(Duty 80%) Z軸Feed:25mm/min
「Spot drill hole」の効果を動画で!
実は、途中で動かなくなってRESETしたので原点座標を再設定したのです。
スピンドルが回る前なのでノイズでもないし、その後は、何も起こらず原因不明。
今見ると、原点がXプラス方向(この映像で右方向)に僅かにズレていたようです。
よ~く目を凝らしてみると、ドリルが僅かに右にズレていますが、
パターンの時の「Spot drill hole」が上手く働いて、
ドリルビットが正しい位置に吸い込まれているのがわかると思います。
開け終わって上昇して穴から抜ける時に「ピンッ」という音が聞こえます。
穴あけ終了です。
実は、途中で動かなくなってRESETしたので原点座標を再設定したのです。
スピンドルが回る前なのでノイズでもないし、その後は、何も起こらず原因不明。
今見ると、原点がXプラス方向(この映像で右方向)に僅かにズレていたようです。
よ~く目を凝らしてみると、ドリルが僅かに右にズレていますが、
パターンの時の「Spot drill hole」が上手く働いて、
ドリルビットが正しい位置に吸い込まれているのがわかると思います。
開け終わって上昇して穴から抜ける時に「ピンッ」という音が聞こえます。


【外形カット】
こちらは、Fuison360で作成しています。事件は起こらないでしょう。

さすが1.0mmトウモロコシエンドミルです。
サクサク気持ちのいい削れ方。

S800(Dutu:80%)Feed:250mm/min
オマジナイの穴と外形のGCodeを同時に作っていたら
穴開け工程が後になってタブが切れないかとちょっとヒヤヒヤでした。
GCodeを別々にして穴は先に開けにした方がよかったですね。

思いついて良かった文字とシンボル彫り!
あるのとないのとでは、PCBらしさに雲泥の差がでますね~

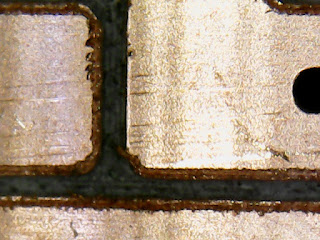
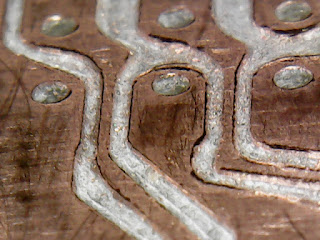
テスター確認で導通していた所を確認します。
ヒゲが隣のパターンに接触しています。
ここは、箔間0.3mmの一番狭い所です。
右下も導通していませんが微妙です。
 斜めから
斜めから
 ここの中央付近もきわどいですね~
ここの中央付近もきわどいですね~
 パターンの両側に柵ができているようです。
パターンの両側に柵ができているようです。
 ここもヒゲがでています。
ここもヒゲがでています。
まるでウィスカ(析出)みたいです。
ウィスカは、銀スルーホールや錫メッキで高湿度環境下での発生が有名です。
Google先生に聞いてみるとここに発生メカニズムがあります。
 ここもだ~
ここもだ~
 ちなみに拡大スコープは、これです。
ちなみに拡大スコープは、これです。
付属のアプリを入れてみましたが、センサーはVGA(640x480)のようで
補間して2Mpixelにしているだけでした。
なので、全てVGAでショットしています。
歯ブラシ(柔らか目)で縦横斜めと乾拭きします。
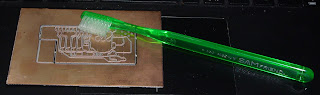 変なヒゲは概ね取り除かれて、だいぶきれいになりました。
変なヒゲは概ね取り除かれて、だいぶきれいになりました。
 まだエッジがめくれたように盛り上がっています。
まだエッジがめくれたように盛り上がっています。
 輪郭がめくれて盛り上がっています。
輪郭がめくれて盛り上がっています。
 ちなみにタブは綺麗です。
ちなみにタブは綺麗です。
 更に#2000のサンドペーパーで磨きます。
更に#2000のサンドペーパーで磨きます。
 磨いた粉屑が溝に残っています。
磨いた粉屑が溝に残っています。
中央のパッドの上の弧の所、銅箔がやや崩れかけ
Vカッターはエッジの切れが悪いのかな~?
トウモロコシエンドミルが欲しい所です。
 エッジの盛り上がりはかなり減ったのでこの辺で妥協します。
エッジの盛り上がりはかなり減ったのでこの辺で妥協します。
 まだ、隙間に粉屑があるので、歯ブラシで掻き出します。
まだ、隙間に粉屑があるので、歯ブラシで掻き出します。
0.8mmの穴に対して銅箔の厚みが35umではないような気がします。
 仕上げに酸化防止も兼ねて、洗浄不要のフラックスを全面に塗ります。
仕上げに酸化防止も兼ねて、洗浄不要のフラックスを全面に塗ります。
 かなり綺麗になりました。
かなり綺麗になりました。
やっぱ銅箔分厚いですね~
0.8mmの穴に対して銅箔の厚みが35umではないような気がします。
0.1mm堀では、銅部分しか削ってなかったので
0.2mmとかありそうに見えます。
 そこで、残ったガラエポPCBの銅箔を剥いで
そこで、残ったガラエポPCBの銅箔を剥いで
モノタロウのマイクロメーターで厚みを測定すると、何と!90μmあります。
道理でミルが2回も折れるはずです。
以前のアルミ切削の時、0.6mmトウモロコシエンドミルで、深さ0.1mmの
Feed 200mm/minでは、無理だったので、100mm/minにしていました。
今回は、それに近い厚みでしかも相手は銅!
500 x 30% = 150mm/minでギリギリセーフだったようですね~
 そうだ、紙エポキシも測ってみましょう。
そうだ、紙エポキシも測ってみましょう。
以前の「小型工作機CNC2418 その37(PCBスパイラルコイル)」の
端の余りを剥がして測定します。
剥いでいる時から上のガラエポより明らかに薄いのがわかります。
やっぱり今回使ったのは分厚いです。
で、この紙エポは、45μm。たぶん糊が10μmで銅箔は、35μm品でしょう。
 PCBの銅箔厚みを探すと70μmってのがあるけど、それ以上は見つかりませんね~
PCBの銅箔厚みを探すと70μmってのがあるけど、それ以上は見つかりませんね~
たぶんに糊が20μmあって銅箔は、70μm品なのでしょうか?
これ実は、両面のガラエポを注文したら、間違って片面が到着したものです。
セラーにメールしたら直ぐに両面を送ってくれたラッキー品なのです。
その注文した両面の方です。
Epoxy Fiberって何だろう?FR4なのでガラエポのハズですが。
間違って送ってきた片面のはたぶんこれ。
今回使ったのより大きいタイプ。なぜか同サイズのは、見つけれません。
銅箔の厚みは、どこにも記載されていません。
その後、ミルを収納していたら
何と0.2mmのVカッターを所持していました~ (^^ゞ
いつ買ったのか全く記憶に残っておりません。0.4mmは記憶にあるのですが~
調べると先月購入してました!多分気絶して注文していたのでしょう!
ここのModel2、Model3、Model4を所持していることになります。
箱に品番がありました。
Model2:NJ3.2001、Model3:NJ3.2002、Model4:NJ3.2004 です。
そろそろミルと切削条件の整理をしなければ。
で実物は、今回のVカッターNJ3.2001、どうみても 0.1mmじゃないですね~
0.2mmを最初に見つけていれば~~
左から 0.1mm(表では)品、0.2mm品、0.4mm品
 2番目に折れたやつ。折れた状態で、ほぼ0.2mmです。
2番目に折れたやつ。折れた状態で、ほぼ0.2mmです。
つまり、今回のは、0.2mm品での切削ということになります。
 今までは、箔間0.6mm以上取っていたので
今までは、箔間0.6mm以上取っていたので
この 0.6mm トウモロコシ・エンドミル で切削していました。
10本組 US$ 8.44でした。
過去の0.6mm 2フルート トウモロコシタイプでの切削と比較してみることに。
 「小型工作機CNC2418 その4(PCB削り)」で切削したパターンと比較します。
「小型工作機CNC2418 その4(PCB削り)」で切削したパターンと比較します。
切削後、掃除機で吸っただけです。
深さ0.05mm(50μm)で1回のみ切削、箔間0.6mmです。
S500 F100 深さ:0.05mm(2018.2.26追記)
 斜めから見ても切削端が実に綺麗です。
斜めから見ても切削端が実に綺麗です。
最初の切削なので新品エンドミルです。
銅箔35μmをギリギリで切削しているのがよくわかります。
 「TQFPアダプタソケット製作(中編)」の時の
「TQFPアダプタソケット製作(中編)」の時の
幅0.6mmで深さ0.1mmの1Passです。フラックス塗っています。
S700 F120 深さ:0.1mm(2018.2.26追記)
 これは、
これは、
「小型工作機CNC2418 その37(PCBスパイラルコイル)」の時の
深さ0.05mm、幅0.7mmでエンドミル0.6mmなので2Passですが
銅箔の切削は1回のみです。
収納していて、まだ切削屑が残っています。
深さ0.05mmなので銅箔35μmに対してギリギリ限界の切削になっています。
HeightMapのなせる技です。
S800 F240 深さ:0.05mm(2018.2.26追記)
 切削屑を拭き取ると、2つ上のランド切削と比較してエッジがやや汚いです。
切削屑を拭き取ると、2つ上のランド切削と比較してエッジがやや汚いです。
だいぶ使い込んだエンドミルなので、少しヘタっているのかも?
 思うに、トウモロコシエンドミルとVカッターの削れ方の違いは
思うに、トウモロコシエンドミルとVカッターの削れ方の違いは
トウモロコシエンドミルの先端は、周辺の方が刃が出っ張っているので
下に押し切っていく感じですが
Vカッターは、周りに押しのけながら削っていく感じ
銅箔が両サイドにめくれながら切削されるはずですね~
 こうなると
こうなると
0.3mmのトウモロコシエンドミルが欲しくなります。
3.175シャンクの10本組を見つけました。アフィリンクはないです。
-20%でUS$ 50.39、急に高くなります、う~んどうしようか
 1本 US$ 5~6もします。しかもどのセラーも送料必須なのです。
1本 US$ 5~6もします。しかもどのセラーも送料必須なのです。
単品売りは、だいぶ探しましたが4mmシャンクしかないですね~
あっ!4mmシャンク持ってました(^^ゞ
これもアフィリンクなし、4mmシャンク 5本組、-16%でUS$ 28.54
 単品では、ここらが最安値かな? -15%でUS$ 4.83/本
単品では、ここらが最安値かな? -15%でUS$ 4.83/本
送料がUS$ 1.75で本数増えると送料も増えるんですよね~何で~?
5本で送料込み US$ 27.51、上のより安いのか~
0.3mmだと銅箔が分厚いガラエポでは、Feed 50mm/min辺りにして~
深さ-0.05mmで2Passか3Passにしないといけないかな~
何しろVカッターの10倍以上の価格なので...ひとまず保留ですね~
2Flute Vカッターってのも試したいところですが 30%引で US$ 1.54/本!
原理からいくとVカッターと似た切削面になると思われます。
そして、偶然見つけたこのYoutube(※1)、見ていると
0.4mmピッチですが、切れ味が格段にいいのです。
(※1 元のURLが消えた、下のショットと違うが、後半にでてくる。2019.3.24)
Feedがめちゃくちゃ速い!まるで早送り!
丁度、スピンドルが止まった時があったのでパシャリ!
先端も尖っています。上のに似ているけど違います。
ドリルとVカッターの融合みたいですね~
注:これはYoutubeのスクリーンショットなので動きません。
 わかりました!
わかりました!
wegstr.comって所に売っている「30° - spiral carbide engraving bit」※2
(※2 2019.3.24 URL更新)
Product Code: 30° - spiral carbide engraving bit
5本組 15.6 € (Ex Tax: 12.9 €)意外とお手頃価格!
ひょっとしてテーパー10°より30°の方がいいのだろうか?
その内、調査する余地があります。
特別に高速スピンドルかと思いましたが
このスピンドルで、パワーは、CNC2418よりちょっと速い程度の様です。
やはり切削力の秘密はミルにあるようです。
「brushless construction => no carbon brush wear => long life」
だそうで、156.1 € なかなかの価格です。
ちょっと他のも気になって、このスルーホール用のハトメがいいですね~
1000個でお値段 71.4 €
欲しいな~
AliExpressをだいぶ探しましたが真鍮しかないですね~
昔、ニッケルメッキのハトメでやってましたが、どこに行ったのだろう?
もとに戻って、最後の仕上げで部品面も歯ブラシで掃除します。
拡大! Size:1.016mm高さ
 上と同じ高さ、「B」が「6」みたいになっています。
上と同じ高さ、「B」が「6」みたいになっています。
フォントサイズが小さ過ぎるのか、Feed 1000mm/min速すぎたかも?
ドリル穴が貫通してない所がありますね~
ドリルでは、HeightMap使ってなかったので。
 これは保護ダイオード。一応それとわかります。
これは保護ダイオード。一応それとわかります。
 高さSize:1.016mmの「GND」読めるけど...
高さSize:1.016mmの「GND」読めるけど...
 Size:1.27mmの「GND」
Size:1.27mmの「GND」
 文字彫りは、先端が尖ったやつが丁度良かったようです。
文字彫りは、先端が尖ったやつが丁度良かったようです。
 次は、部品実装とCNC2418への組み込みになります。
次は、部品実装とCNC2418への組み込みになります。
ヒゲが隣のパターンに接触しています。
ここは、箔間0.3mmの一番狭い所です。
右下も導通していませんが微妙です。




まるでウィスカ(析出)みたいです。
ウィスカは、銀スルーホールや錫メッキで高湿度環境下での発生が有名です。
Google先生に聞いてみるとここに発生メカニズムがあります。


付属のアプリを入れてみましたが、センサーはVGA(640x480)のようで
補間して2Mpixelにしているだけでした。
なので、全てVGAでショットしています。

歯ブラシ(柔らか目)で縦横斜めと乾拭きします。






中央のパッドの上の弧の所、銅箔がやや崩れかけ
Vカッターはエッジの切れが悪いのかな~?
トウモロコシエンドミルが欲しい所です。




やっぱ銅箔分厚いですね~
0.8mmの穴に対して銅箔の厚みが35umではないような気がします。
0.1mm堀では、銅部分しか削ってなかったので
0.2mmとかありそうに見えます。

モノタロウのマイクロメーターで厚みを測定すると、何と!90μmあります。
道理でミルが2回も折れるはずです。
以前のアルミ切削の時、0.6mmトウモロコシエンドミルで、深さ0.1mmの
Feed 200mm/minでは、無理だったので、100mm/minにしていました。
今回は、それに近い厚みでしかも相手は銅!
500 x 30% = 150mm/minでギリギリセーフだったようですね~

以前の「小型工作機CNC2418 その37(PCBスパイラルコイル)」の
端の余りを剥がして測定します。
剥いでいる時から上のガラエポより明らかに薄いのがわかります。
やっぱり今回使ったのは分厚いです。
で、この紙エポは、45μm。たぶん糊が10μmで銅箔は、35μm品でしょう。

たぶんに糊が20μmあって銅箔は、70μm品なのでしょうか?
これ実は、両面のガラエポを注文したら、間違って片面が到着したものです。
セラーにメールしたら直ぐに両面を送ってくれたラッキー品なのです。
その注文した両面の方です。
Epoxy Fiberって何だろう?FR4なのでガラエポのハズですが。
間違って送ってきた片面のはたぶんこれ。
今回使ったのより大きいタイプ。なぜか同サイズのは、見つけれません。
銅箔の厚みは、どこにも記載されていません。
その後、ミルを収納していたら
何と0.2mmのVカッターを所持していました~ (^^ゞ
いつ買ったのか全く記憶に残っておりません。0.4mmは記憶にあるのですが~
調べると先月購入してました!多分気絶して注文していたのでしょう!
CNC2418と同じDZT's Storeから購入しています。

ここのModel2、Model3、Model4を所持していることになります。
箱に品番がありました。
Model2:NJ3.2001、Model3:NJ3.2002、Model4:NJ3.2004 です。
 |
| 出所:AliExpress DZT's Store |
で実物は、今回のVカッターNJ3.2001、どうみても 0.1mmじゃないですね~
0.2mmを最初に見つけていれば~~
左から 0.1mm(表では)品、0.2mm品、0.4mm品

つまり、今回のは、0.2mm品での切削ということになります。

この 0.6mm トウモロコシ・エンドミル で切削していました。

過去の0.6mm 2フルート トウモロコシタイプでの切削と比較してみることに。

切削後、掃除機で吸っただけです。
深さ0.05mm(50μm)で1回のみ切削、箔間0.6mmです。
S500 F100 深さ:0.05mm(2018.2.26追記)

最初の切削なので新品エンドミルです。
銅箔35μmをギリギリで切削しているのがよくわかります。

S700 F120 深さ:0.1mm(2018.2.26追記)

「小型工作機CNC2418 その37(PCBスパイラルコイル)」の時の
銅箔の切削は1回のみです。
収納していて、まだ切削屑が残っています。
深さ0.05mmなので銅箔35μmに対してギリギリ限界の切削になっています。
HeightMapのなせる技です。
S800 F240 深さ:0.05mm(2018.2.26追記)

だいぶ使い込んだエンドミルなので、少しヘタっているのかも?

トウモロコシエンドミルの先端は、周辺の方が刃が出っ張っているので
下に押し切っていく感じですが
Vカッターは、周りに押しのけながら削っていく感じ
銅箔が両サイドにめくれながら切削されるはずですね~

0.3mmのトウモロコシエンドミルが欲しくなります。
3.175シャンクの10本組を見つけました。アフィリンクはないです。
-20%でUS$ 50.39、急に高くなります、う~んどうしようか
単品売りは、だいぶ探しましたが4mmシャンクしかないですね~
あっ!4mmシャンク持ってました(^^ゞ
これもアフィリンクなし、4mmシャンク 5本組、-16%でUS$ 28.54

送料がUS$ 1.75で本数増えると送料も増えるんですよね~何で~?
5本で送料込み US$ 27.51、上のより安いのか~
0.3mmだと銅箔が分厚いガラエポでは、Feed 50mm/min辺りにして~
深さ-0.05mmで2Passか3Passにしないといけないかな~
何しろVカッターの10倍以上の価格なので...ひとまず保留ですね~

2Flute Vカッターってのも試したいところですが 30%引で US$ 1.54/本!
原理からいくとVカッターと似た切削面になると思われます。

そして、偶然見つけたこのYoutube(※1)、見ていると
0.4mmピッチですが、切れ味が格段にいいのです。
(※1 元のURLが消えた、下のショットと違うが、後半にでてくる。2019.3.24)
Feedがめちゃくちゃ速い!まるで早送り!
丁度、スピンドルが止まった時があったのでパシャリ!
先端も尖っています。上のに似ているけど違います。
ドリルとVカッターの融合みたいですね~
注:これはYoutubeのスクリーンショットなので動きません。

wegstr.comって所に売っている「30° - spiral carbide engraving bit」※2
(※2 2019.3.24 URL更新)
Product Code: 30° - spiral carbide engraving bit
5本組 15.6 € (Ex Tax: 12.9 €)意外とお手頃価格!
ひょっとしてテーパー10°より30°の方がいいのだろうか?
その内、調査する余地があります。
 |
| 出所:wegstr.com |
このスピンドルで、パワーは、CNC2418よりちょっと速い程度の様です。
やはり切削力の秘密はミルにあるようです。
「brushless construction => no carbon brush wear => long life」
だそうで、156.1 € なかなかの価格です。
 |
| 出所:wegstr.com |
1000個でお値段 71.4 €
 |
| 出所:wegstr.com |
AliExpressをだいぶ探しましたが真鍮しかないですね~
昔、ニッケルメッキのハトメでやってましたが、どこに行ったのだろう?
 |
| 出所:wegstr.com |
拡大! Size:1.016mm高さ

フォントサイズが小さ過ぎるのか、Feed 1000mm/min速すぎたかも?
ドリル穴が貫通してない所がありますね~
ドリルでは、HeightMap使ってなかったので。



この大きさが限界のようです。


最後に実際の切削での変更をPCB-GCodeのSetupに反映しておきます。
[Generation Options]



このシルク印刷モドキは、今回の大発見です!

箔間0.3mmが自作できるなんて考えられませんでした。
ただ、昔は、近くの薬局で塩化第二鉄を購入できたのですが、今はできるのかなあ?
もう必要はないですが!

実は、年始からパターン描きを、Fusion360やInkscapeで試みていましたが
やはりダメだと実感し、EAGLEでやろうと決断したのでした。
1ヶ月前は、EAGLE ⇒ SVG ⇒ Fusion360 の方向だったのを
昔青年さんにPCB-GCodeを紹介していただき技術革新できました。m(_ _)m
EAGLEは、1からの勉強だったので修得に結構な時間が掛かりました。
一時は、kuchanさんご紹介のKiCadに鞍替しようかと思ったくらい難航でしたが、
終わった今は、EAGLE+PCB-GCode+FUSION SYNCでの設計を気に入っております。
勉強用と、初の箔間0.3mmの題材としてはよかったかと。
8 件のコメント:
ご無沙汰です。
基板製作記事、力作ご苦労様でした。
シルク印刷もどき、私はレーザでやっています。
kuchanさん、早速、見ていただきありがとうございます。
私も最初レーザーが浮かんだのですが
焦げるので、それが悪さしないかなどと考えてしまいまして。
もっともパーツ足に接触するわけではないのですが...
次はレーザーでやってみようと思います。
おっしゃる通り、穴とシルク図が接近していると問題になるかもしれませんね。焦がしすぎ注意です。
そういえば、昔、C-MOSが出始めのころ(年がばれる)、手半田で製作した基板の下書きに使用した鉛筆の粉で誤動作したことがあるのを思い出しました。
鉛筆の粉で誤動作ですか!貴重な体験ですね~
レーザーの焦がし加減は、ダンボール焼きで結構苦労しました。
焦げた粉をきれいに落とさないといけないわけですね。
炭化しない程度の微妙な焦げが出せるよう、条件出しが大事ですね~
情報ありがとうございます。
ついに、基板作製の登場ですね。
予想を上回り、シルク印刷モドキまでされるとは!
Eagle→Fusion360→2D→CNC を想像していましたが
Eagle→Fusion360→3D→PCB-Gcode→CNC とは驚きです。
リニア新幹線並みのスピードに圧倒されます。
当方は、Fusion360の参考書ばかり増えてまったくの「各駅停車」の鈍行です。(笑)
昔青年さん、こんにちは~
PCB-GCodeのお陰で、ここ数週間は大変面白くなり、かなりどっぷりで、主夫の方が疎かになっておりました(笑)
外形以外は、EAGLE⇒PCB-GCode⇒Candleで大丈夫ですが、
Fusion360で3D見て楽しんでいるのです。
久しぶりにAmazonみたらFusion360の参考書、沢山出ていますね~CAMのもでてるので、リアル本屋で見てみようかなと思います。
2/24はHページが開けなかったので最後まで見れなかったですが、完成されて良かったと思います。
両面しか使ったことがなかったので、シルクもどきはじめてみました、見栄えよさそうですね。
私の方法は両面テープ(日東電工.印刷版固定用両面テープNo.513)
EAGLE⇒PCB-GCode⇒外形Mach3cam
基板の銅はch製の方が秋月製に比べねばっこいです、油を塗りながら加工しています。
20度0.2は欠けやすいので30度0.2に変えたところ長持ちしています、しかし折れるときは連続2本、当たり外れが大きいです。
秋月のはひげが少ない感じで油なしで十分静かでした。
加工条件XY-F150-S10000
サンドペーパーは耐水#400と歯ブラシで洗剤にて油分除去でとてもきれいに作れています。
動画で拝見したのですが、φ1トウモロコシカッターはすごく切れ味がよさそうですね、私はφ3-3刃エンドミルでF200S10000です、
S&Fはいかほどでしょうか、さし使いなければ教えてください。
sintonsan2004さん、こんにちは
見ていただきありがとうございます。
昨晩は、基板加工に閲覧がとてつもなく集中したからだと思います。
20°より30°が折れ難いのですかあ!
0.3mmは10°を注文してしまっております(^^ゞ
切削条件は、途中でOverridingを変えるので分かり難いですねm(_ _)m
パターンは、S800(Duty 80%で≒8500rpm) Feed 150mm/min
深さ -0.1mmで1回目、更に-0.1mm下げて2回目やっています。
外形カットは、S800、Feed 250mm/min、深さ-0.3mm/Passで
-1.8mmまでなので6Passです。S1000でDuty100%のMaxです。
秋月製は粘っこいんですか?まだその感触がわかる修行をしておりませんが、切削したエッジが割れ難いという風に理解しました。
サンハヤトの生基板をどこかにしまい込んでいると思うので今度試したいと思います。
コメントを投稿