
随分前に途中まで作っていたのですが、
3Dプリンタの方にノメリ込んでしまって中断していたのです。
だいぶ前に、裏表の位置合わせ用のスライドナットとイモネジピンを製作しました。
これです。

イモネジピンを付けたまま部材を裏返して位置を合わせるというものです。
このアクリルのスライドナットが今一で、取り付けに結構なコツがいるのです。

まず、Fusion360でCNC2418のステージを描きます。
PCで作業していると目が疲れるのが早くなっています。
デジタルにしておいてよかった~




下のパーツは、面で固定して滑り難くするためと
ステンレスのイモネジピンでアルミステージの溝の底に
傷がつかないようにするのと、面で固定させズレ難くするためです。


クリアランス 0.3mmとっています。


下側はアルミ板で作ってもよいのですが。

以前と同様、傾斜の所は[3D]-[ランプ]を使いましたが
設定の[ランプ]の所をデフォルトの[らせん]にしていると

前回は、Zゼロ調整が悪かったのかと思ってたけど
シミュレーションで再現していたのです。


[らせん]設定でなぜ不要な切削をするのかわかりません。

ツールパスをモデルの外に、出すことができないので
 赤丸部にRがついて堀り残しができます。
赤丸部にRがついて堀り残しができます。
 [3D]-[ポケット除去]にして
[3D]-[ポケット除去]にして
[追加オフセット]に数値を入力することで
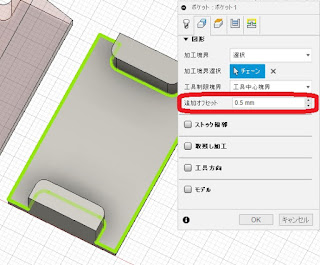 モデルの外側までツールパスを作ることができ
モデルの外側までツールパスを作ることができ
 角の堀り残しがなくなりました。
角の堀り残しがなくなりました。
 穴は、Φ2.5を半径以上の1.5mmエンドミルで掘っているので
穴は、Φ2.5を半径以上の1.5mmエンドミルで掘っているので
[2D]-[ポケット]や[3D]-[ポケット除去]ではできません。
[2D]-[輪郭]を使います。
 外形は[2D]-[輪郭]
外形は[2D]-[輪郭]
 タブを忘れないようにつけます。
タブを忘れないようにつけます。
 [3D]-[ランプ]は、0.1mmずつなので、これ。
[3D]-[ランプ]は、0.1mmずつなので、これ。


[追加オフセット]に数値を入力することで



[2D]-[ポケット]や[3D]-[ポケット除去]ではできません。
[2D]-[輪郭]を使います。



(実は、その後、弱気になり下げています)

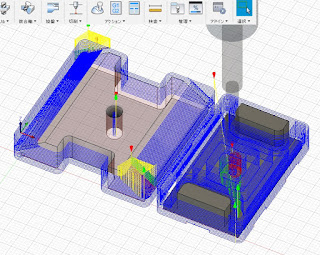
全部のツールパスを出して


PVC用の1フルート・スパイラル・エンドミル 1LX3 1512の1.5mm。
こっちの方が先端鋭利でアクリルの切れ味は良いかなと。
ただ、面取り部分は、やや筋が多くなるかも?
あれ?何だかおかしい、1Fluteなので回転か少ないのかな~?
S600にしてみます。
あちゃ~ 2cmの2往復目で溶着して折れました!
 この前作った外部操作ボタンが役に立ちました。
この前作った外部操作ボタンが役に立ちました。
折れて即、ボタン押したつもりですが、スピンドルはだいぶ進んでいます。
マーティーの反射神経の鈍さを物語っています。
PC上で操作したらもっと鈍かったことでしょう(-_-;)
 仕方ないので前回使ったのと同じPVC用の2.0mm 2-Fluteに変えて
仕方ないので前回使ったのと同じPVC用の2.0mm 2-Fluteに変えて
2つのモデルの間がギリギリだけど大丈夫でしょう。
 また折れました_| ̄|○
また折れました_| ̄|○
何とスピンドル固定ボルトの締め込み忘れです(-_-;)
ブロックがプラなので、いつも加工が終わったら緩めているのです。
気を取り直して、エンドミルを交換して再開です。
今日は前よりもゴリゴリいってヤバそうな感じ、とても硬く感じます。
ついFeed 60%に落としました。
スピンドルの固定が甘かったとはいえ、
いきなり2本も折れたので弱腰になっております。
前回で折れずに切削できた実績があるのに
ちょっとゴリゴリ音が聞こえると折れそうな気がして...
これ折れると残り1本なので、更に気弱になり
2個目は、深さ0.5mm⇒0.3mmずつに変えます。
ツールパスが増えて時間かかりそうだけど、まあいいか。
 傾斜部のランプの設定
傾斜部のランプの設定
 その他の設定
その他の設定
 傾斜に[ランプ]は良くなかったですね~
傾斜に[ランプ]は良くなかったですね~
傾斜は45°近いので移動方向も0.1mmになるけど
0.1mmずつ掘る毎に深くなっていくので
で、3個目は、[3D]-[ポケット除去]に変えてみます。
深さ0.3mmずつ面取りしていくので、これなら負荷一定でしょう。
 3セットできました!
3セットできました!
こんな小さいのに、途中で風呂にも入り3時間コースです。
 裏は、0.1mm程残っている所もあり、キレイではないです。
裏は、0.1mm程残っている所もあり、キレイではないです。
 タブを切り離して
タブを切り離して
 出来上がりをよーく見ると
出来上がりをよーく見ると
3個目だけ傾斜の最後の方が削り残しが(赤枠部)あります。
 ちょっと反省タイムです。
ちょっと反省タイムです。
Fusion360 CAMのシミュレーションを再確認すると、同じですね~
マーティーの見落としであります。
 たぶんどこかに設定があるんだろうと、いじってみると
たぶんどこかに設定があるんだろうと、いじってみると
[工具制限境界]がデフォルトでは[工具中心境界]でした
ここを[工具外側境界]にします。
マウスカーソルを待機しているので分かり易い説明がでてきています。
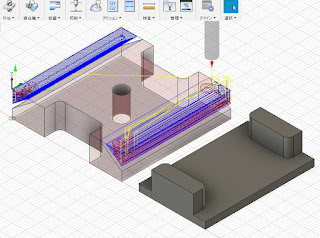
 ツールパスはこの様になります。
ツールパスはこの様になります。
 ここだけシミュレーションすると
ここだけシミュレーションすると
ちゃんと最後まで傾斜ができました!
 全体通しのシミュレーション!
全体通しのシミュレーション!
次回は忘れないようにしないと!
 この際なので、もう少しいじってみると
この際なので、もう少しいじってみると
[追加オフセット]を工具半径の1mmにしても
 さっきと同じツールパスにすることができました。
さっきと同じツールパスにすることができました。
 傾斜はちゃんと最後まで切削されています。
傾斜はちゃんと最後まで切削されています。
右側のモデルの[3D]-[ポケット除去]では
同じ設定をやったのにもう忘れているわけです(´-﹏-`;)
次回も忘れるんだろうな~
 タブから切り離して、ヤスリでバリ取りします。
タブから切り離して、ヤスリでバリ取りします。
 傾斜の所は、0.1mm段差なのでかなり綺麗です。
傾斜の所は、0.1mm段差なのでかなり綺麗です。
左の面取りの方は、一発削りなのでちと汚いです。
 上側のパーツのΦ2.5の穴にΦ3.0のタップを立てます。
上側のパーツのΦ2.5の穴にΦ3.0のタップを立てます。
 できました!
できました!
この前のイモネジピンを取り付けて
 ステージに取り付けてみます。
ステージに取り付けてみます。
ん~ん、こりゃいい固定感!特許ものかな?(-_-;)
最初のは、ちょっとしたコツがいりましたが、これはほぼ不要です。
 真横から、左にズラして留めてみたところ。
真横から、左にズラして留めてみたところ。
こっちの方が先端鋭利でアクリルの切れ味は良いかなと。
ただ、面取り部分は、やや筋が多くなるかも?

あれ?何だかおかしい、1Fluteなので回転か少ないのかな~?
S600にしてみます。
あちゃ~ 2cmの2往復目で溶着して折れました!

折れて即、ボタン押したつもりですが、スピンドルはだいぶ進んでいます。
マーティーの反射神経の鈍さを物語っています。
PC上で操作したらもっと鈍かったことでしょう(-_-;)



何とスピンドル固定ボルトの締め込み忘れです(-_-;)
ブロックがプラなので、いつも加工が終わったら緩めているのです。
気を取り直して、エンドミルを交換して再開です。
今日は前よりもゴリゴリいってヤバそうな感じ、とても硬く感じます。
ついFeed 60%に落としました。
スピンドルの固定が甘かったとはいえ、
いきなり2本も折れたので弱腰になっております。
前回で折れずに切削できた実績があるのに
ちょっとゴリゴリ音が聞こえると折れそうな気がして...
これ折れると残り1本なので、更に気弱になり
2個目は、深さ0.5mm⇒0.3mmずつに変えます。
ツールパスが増えて時間かかりそうだけど、まあいいか。



傾斜は45°近いので移動方向も0.1mmになるけど
0.1mmずつ掘る毎に深くなっていくので
側面がどんどん高くなってCNCに負荷がのし掛ってきます。
ので、深くなるにつれOverridingでFeed 50~60%と落としました。
で、3個目は、[3D]-[ポケット除去]に変えてみます。
深さ0.3mmずつ面取りしていくので、これなら負荷一定でしょう。

こんな小さいのに、途中で風呂にも入り3時間コースです。



3個目だけ傾斜の最後の方が削り残しが(赤枠部)あります。

Fusion360 CAMのシミュレーションを再確認すると、同じですね~
マーティーの見落としであります。

[工具制限境界]がデフォルトでは[工具中心境界]でした
ここを[工具外側境界]にします。
マウスカーソルを待機しているので分かり易い説明がでてきています。


ちゃんと最後まで傾斜ができました!

次回は忘れないようにしないと!

[追加オフセット]を工具半径の1mmにしても

右側のモデルの[3D]-[ポケット除去]では
同じ設定をやったのにもう忘れているわけです(´-﹏-`;)
次回も忘れるんだろうな~


左の面取りの方は、一発削りなのでちと汚いです。


この前のイモネジピンを取り付けて

ん~ん、こりゃいい固定感!特許ものかな?(-_-;)
最初のは、ちょっとしたコツがいりましたが、これはほぼ不要です。


PCBの四隅の取り付け穴とかを兼用したかったのです。
が、Φ3の穴は、2.0mmエンドミルを使うわけですが
2.0mmエンドミルの有効長の関係で、深さ12mmまでしか掘れないのです。
分厚い部材に貫通穴を掘るには、3.175mmエンドミルを使う必要があり
Φ4やΦ5の穴を開けるしかないので
M4用とM5用の位置合わせスライドナットも作ることにします。
で、モデルを描きます。
下側は共通なので使い回しです。
穴径しか変わっていませんが、M4 0.7mmピッチ用:下穴 3.3mm


ついでにイモネジの長いのもポチっておきます。
50本、100本の店がほとんどでそんなにいらんな~と探しまわって
ここで、M4-35 20本 US$ 2.80

同じ店に、M5-35 20本 US$ 3.50 がありました。

先に注文した3.0mm 25mmのステンレス・イモネジは、これ。
50個 US$ 2.75

ここで3Dプリンタの方にハマっていったので、
随分と時間が経過しています。。。。。。イモネジもM3、M4、M5の全部が到着しております。

別の色のアクリル板を見つけたので、それを切削することにします。

途中でやった「夏のCNC放熱対策」効いているようです。
特にZ軸のステッピングモータにつけたこのヒートシンクと
ステッピングモータードライバに送風するシロッコファンが効いています。
アクリルを削っても、触った感じでは、許せる位の温度上昇に収まっています。



後で厚みを測定すると、先の透明アクリルは、4.8mm、
このアクリルは、5.2mmだったのです。
てっきり同じ厚みだと思い込んでおりました(-_-;)
こんな中途半端な微妙な差があるとは...

M4のタップを立てて、M4用も完成です。

0 件のコメント:
コメントを投稿